
Marshmallows are made from sugar, corn syrup, gelatin, and water — whipped together with air to create a soft, pillowy foam confection.
You’ve roasted them over campfires, dropped them into hot cocoa, and eaten them straight from the bag. But here’s what most people never think to ask: what exactly makes a marshmallow feel the way it does? That airy squish, that melt-on-the-tongue sweetness — it’s not magic. It’s food science applied at scale, and understanding it changes how you see every marshmallow you’ve ever eaten.
Whether you’re a curious consumer, a home baker, or someone evaluating confectionery production equipment, the ingredients and manufacturing process behind marshmallows are more interesting — and more precise — than most people expect.

What Are Marshmallows Made Of? Core Ingredients Explained
Marshmallows are made from sugar, corn syrup, gelatin, water, and vanilla extract — often finished with a coating of confectioners’ sugar and cornstarch. Those five or six ingredients, combined in the right ratios and processed correctly, produce the soft, airy texture that defines the confection.
Each ingredient plays a specific structural or sensory role. Pull one out and the product either fails to form, grains into a crystalline mess, or collapses within minutes of being made. That interdependence is what makes marshmallow formulation both interesting and unforgiving.
| Ingredient | Typical Proportion | Role |
|---|---|---|
| Sugar (sucrose) | 25–35% | Sweetness, structural glass, crystal control |
| Corn syrup / glucose syrup | 35–45% | Prevents crystallization, adds chew |
| Gelatin (200–250 Bloom) | 3–5% | Network former, traps and holds air bubbles |
| Water | 12–18% | Hydrates gelatin, forms sugar syrup base |
| Vanilla extract | 0.2–0.5% | Flavor |
| Confectioners’ sugar + cornstarch | Coating (3–6% of weight) | Anti-stick surface finish |
Sugar: The Structural Backbone
Sucrose gives marshmallows their sweetness, but its more critical function is forming an amorphous glass around the trapped air bubbles when the mixture cools. This glass provides rigidity without crystallinity — which is exactly what you want in a confection that needs to hold its shape without being crunchy.
Commercial marshmallow producers use highly refined sucrose with less than 0.02% invert sugar to minimize unwanted Maillard browning during cooking. In continuous industrial production, sugar arrives as a pre-dissolved syrup at 67–70° Brix, already filtered and temperature-controlled — removing the hydration step and allowing the line to run without batch delays.
Corn Syrup and Glucose Syrup: The Anti-Crystallization Agent
Corn syrup (North America) or glucose syrup (international) is the second-largest ingredient by mass in a standard marshmallow formula. The long-chain glucose polymers it contains physically interfere with sucrose crystal nucleation — a mechanism called doctoring. Without this ingredient, your marshmallow would start to grain into a coarse, sandy texture within days of production.
High-fructose corn syrup is occasionally substituted in budget formulations, but most producers — premium and commercial alike — stay with regular corn syrup or glucose syrup at DE 38–42 (dextrose equivalent). That DE range balances sweetness, viscosity, and long-term shelf stability effectively.
Gelatin: The Functional Heart of the Marshmallow
This is the ingredient that makes the entire structure possible. According to Wikipedia’s detailed entry on gelatin, gelatin is a protein derived from the partial hydrolysis of collagen — typically sourced from porcine (pig) or bovine (cattle) skin, connective tissue, and bones. It is odorless, colorless, and flavorless in the final product, yet it performs the most critical structural function of any ingredient in the formula.
In marshmallow manufacturing, gel strength (Bloom number) is the key specification. Standard marshmallows use a 200–250 Bloom gelatin. Higher Bloom gives a firmer, more elastic product; lower Bloom creates a softer, less stable foam. The mechanism works like this: when hot sugar syrup is blended with hydrated gelatin solution, the protein chains partially denature at temperature. As the mixture cools, those chains form a three-dimensional network that traps the air bubbles introduced during whipping. Without gelatin — or an effective functional substitute — that foam collapses within minutes.
Water: The Process Vehicle
Water does three things across the marshmallow process: it hydrates and blooms the gelatin before cooking begins; it dissolves the sugar and corn syrup into a workable syrup for cooking; and it partially evaporates during the cooking stage to concentrate the final syrup to the right moisture content. In the finished product, target water activity typically falls between 18–22%. Too much residual water and the marshmallow is sticky and won’t hold shape. Too little, and the aerated mass is too stiff to form properly.
Vanilla and Specialty Flavorings
Vanilla extract or vanilla flavor (natural or artificial) is present in virtually all standard marshmallow formulations. Premium and artisan lines often use real vanilla bean paste, adding visible specks and a rounder, more complex flavor profile. Other common additions in specialty production include:
- Citric acid: Sour marshmallow varieties, balanced at 0.3–0.8% to avoid disrupting gelatin function
- Natural fruit concentrates: Strawberry, raspberry, passion fruit — added post-cooking to preserve volatile aromatics
- Toasted coconut oil: For coconut flavor without adding free moisture
- Chocolate / cocoa powder: Swirled into the batch after aeration, just before forming
- Natural colorings: Beet red (betanin), spirulina blue-green, annatto yellow — all temperature-sensitive and added at the lowest feasible temperature
According to USDA FoodData Central’s nutritional profile for marshmallows, a standard 100g serving of commercially produced marshmallows contains approximately 79–81g carbohydrates (almost entirely sugars), 1.8–2.0g protein (from gelatin), and 0.1g fat — a clean nutritional reflection of what marshmallows are made of.
Ingredient Functions — Why Each Component Matters
Each marshmallow ingredient isn’t just present — it’s doing a specific structural or sensory job. Understanding the function explains exactly why substitutions are technically difficult and often require reformulating the entire recipe, not just swapping one item.
Marshmallows are technically a foam confection — an aerated sugar glass reinforced by a hydrocolloid protein network. The gelatin network holds the air cells; the sugar glass provides rigidity and sweetness; the corn syrup keeps the structure stable by preventing recrystallization. All three must work together.
| Function | Primary Agent | What Fails Without It |
|---|---|---|
| Air retention and foam stability | Gelatin | Foam collapses, product sinks flat |
| Crystal inhibition | Corn syrup | Grainy, sandy texture within days |
| Moisture control (water activity) | Sugar + water ratio | Sticky or crumbly product; mold risk |
| Flavor complexity | Vanilla extract | Flat, one-dimensional sweetness |
| Anti-stick surface | Confectioners’ sugar + cornstarch | Pieces fuse together in packaging |
The Gelatin Hydration Window
Gelatin must be bloomed (soaked in cold water) before use. The standard ratio is 1 part dry gelatin to 5 parts cold water, soaked for a minimum of 5 minutes to ensure full hydration. In continuous industrial production, pre-hydrated gelatin solution is held in a jacketed tank at exactly 50–55°C — warm enough to stay fluid, cool enough not to degrade the protein chains. Temperature discipline here directly affects Bloom performance in the final product. A holding temperature of 60°C or above for more than 30 minutes measurably reduces effective Bloom, resulting in weaker foam structure.
Corn Syrup Viscosity and Whipping Efficiency
Viscosity matters critically during aeration. Corn syrup that’s too thick produces a dense foam with large, uneven bubbles. Too thin, and bubbles coalesce rapidly before the gelatin network can set around them. Industrial producers target a blended mix viscosity of 8,000–12,000 cP at the point of aeration, verified by in-line viscometers on continuous production lines.
Why the Coating Exists
The confectioners’ sugar and cornstarch coating — applied in a tumbling drum after forming — serves two functions most consumers never think about. First, it provides an immediate anti-sticking layer that prevents pieces from fusing together in the package. Second, the cornstarch acts as a moisture barrier, absorbing surface moisture during storage and extending shelf life. Coating weight is typically 3–6% of final product weight; too heavy and the exterior becomes powdery, too light and pieces still stick in humid conditions.
Types of Marshmallows and Their Ingredient Variations
Not all marshmallows share the same formula. The product type — retail cylinder, mini, shaped, vegan, artisan — determines which ingredients are emphasized, modified, or replaced entirely.
Standard Cylindrical Marshmallows
The classic retail bag marshmallow. Uniform cylinders cut from an extruded ribbon, coated in confectioners’ sugar/cornstarch, packed in resealable bags. Formula: sucrose/corn syrup base, 200–220 Bloom pork gelatin, standard vanilla. Shelf life: 6–12 months. Moisture content at packing: 18–20%.
Mini Marshmallows
Same base formula, extruded at higher line speeds (8–12 m/min) and cut shorter. The higher surface-area-to-volume ratio demands more coating to prevent inter-piece sticking. Many producers increase gelatin percentage slightly (to 5–6%) for a firmer cut that doesn’t compress under its own weight in the bag.
Vegan Marshmallows
The most technically complex segment of the marshmallow category. Replacing gelatin is the central challenge, and no plant-derived substitute perfectly replicates all of gelatin’s functional properties. Current commercially viable alternatives:
- Carrageenan: Seaweed-derived; sets firm but lacks gelatin’s elastic stretch. Often blended with agar for better texture. Foam stability at 70–75°C is lower than gelatin, requiring faster forming.
- Modified starch (tapioca or pea): At 8–12% concentration, pre-gelatinized starch can form a foam-stabilizing network. Texture is slightly more rigid and less glossy than gelatin-based product.
- Pea protein + methylcellulose blends: Emerging in 2026-era formulation work; showing overruns of 70–80% in pilot trials, approaching gelatin performance.
| Type | Gelling Agent | Shelf Life | Key Texture Note |
|---|---|---|---|
| Standard retail | Pork gelatin 200–250 Bloom | 6–12 months | Elastic, smooth, glossy |
| Kosher / Halal certified | Bovine or fish gelatin | 6–10 months | Slightly firmer |
| Vegan | Carrageenan + agar or modified starch | 4–6 months | Less elastic, more firm |
| Artisan premium | High-Bloom pork gelatin + real vanilla | 3–6 months | Denser, more complex flavor |
| Functional / fortified | Pork gelatin + added collagen peptides | 6–8 months | Similar to standard |

Shaped Marshmallows
Seasonal and novelty shapes (ghosts, stars, rabbits) are produced via starch mogul depositing rather than extrusion. The aerated mass is deposited into impressions pressed into cornstarch-filled trays. The starch molds the shape as the product sets. Formula is similar to standard, but gelatin percentage is often raised to 5–6% to produce a firmer mass that holds detail in the mold impression.
How Marshmallows Are Made: The Industrial Manufacturing Process
Knowing what marshmallows are made of is only half the picture. The manufacturing sequence — particularly the aeration and forming stages — is what transforms ingredients into the finished product.
The industrial process runs as a continuous sequence: cook → aerate → form → coat → cut → pack. Each stage has narrow operating windows, and deviation at any point cascades downstream.
Stage 1: Sugar Syrup Cooking
Sucrose and corn syrup are combined with water and cooked under vacuum to 127–132°C (the hard-ball stage on a candy thermometer). Vacuum cooking concentrates the syrup faster and with less color development than open-vessel cooking. The cooked syrup exits at approximately 20% moisture and is held in an insulated tank at 100–105°C until the aeration line calls for it.
Getting the cook temperature right is critical. Under-cooked syrup (residual moisture above 22%) produces sticky product; over-cooked syrup (above 135°C) creates excessive color and caramel flavor, and the finished product dries out faster in storage.
Stage 2: Gelatin Solution Preparation
Pre-bloomed gelatin (1:5 ratio in water, soaked at room temperature) is melted at 60–65°C in a jacketed vessel with gentle agitation. It must not exceed 70°C during holding. The gelatin solution is metered into the aerator via a calibrated dosing pump, synchronized with the hot syrup flow rate. This ratio — typically 3–5% gelatin based on total batch weight — is held within ±0.2% for consistent product.
Stage 3: Continuous Aeration (Whipping)
This is the most mechanically demanding stage. The cooked syrup and gelatin solution converge in a continuous aerator — typically a high-speed pin mixer or a Mondomix-type beater operating at 800–1,200 RPM. Air is injected at 0.5–2 bar positive pressure. Target overrun (the volume increase from incorporated air) is 40–100% depending on desired product density.
Standard retail marshmallows target approximately 80% overrun — meaning the final aerated volume is 80% larger than the pre-aerated mass volume. Denser artisan-style products may target 40–50% overrun for a firmer, chewier result.
The aerated mass exits at 55–65°C. At this temperature the gelatin is still fluid enough to allow forming, but the window is narrow — typically 90–120 seconds before the gelatin network sets enough to resist forming. Continuous lines are engineered to move product from aerator to forming die within that window consistently.
Stage 4: Forming
Two primary methods:
Extrusion with wire cutting: The aerated mass is pumped through a die plate (round, square, or custom profile) and cut by a wire cutter synchronized to extrusion speed. This is the standard method for cylindrical and mini marshmallows. Typical extrusion speeds: 4–15 m/min, adjusted by product density and gelatin concentration.
Starch mogul depositing: The mass is deposited into cornstarch mold impressions in trays conveyed through a mogul machine. Product sets in the starch molds inside a temperature- and humidity-controlled tunnel (typically 20–22°C, 55–60% RH) for 12–24 hours before demolding and coating. This method is standard for shaped marshmallows (seasonal, novelty) and multi-flavor two-color products.
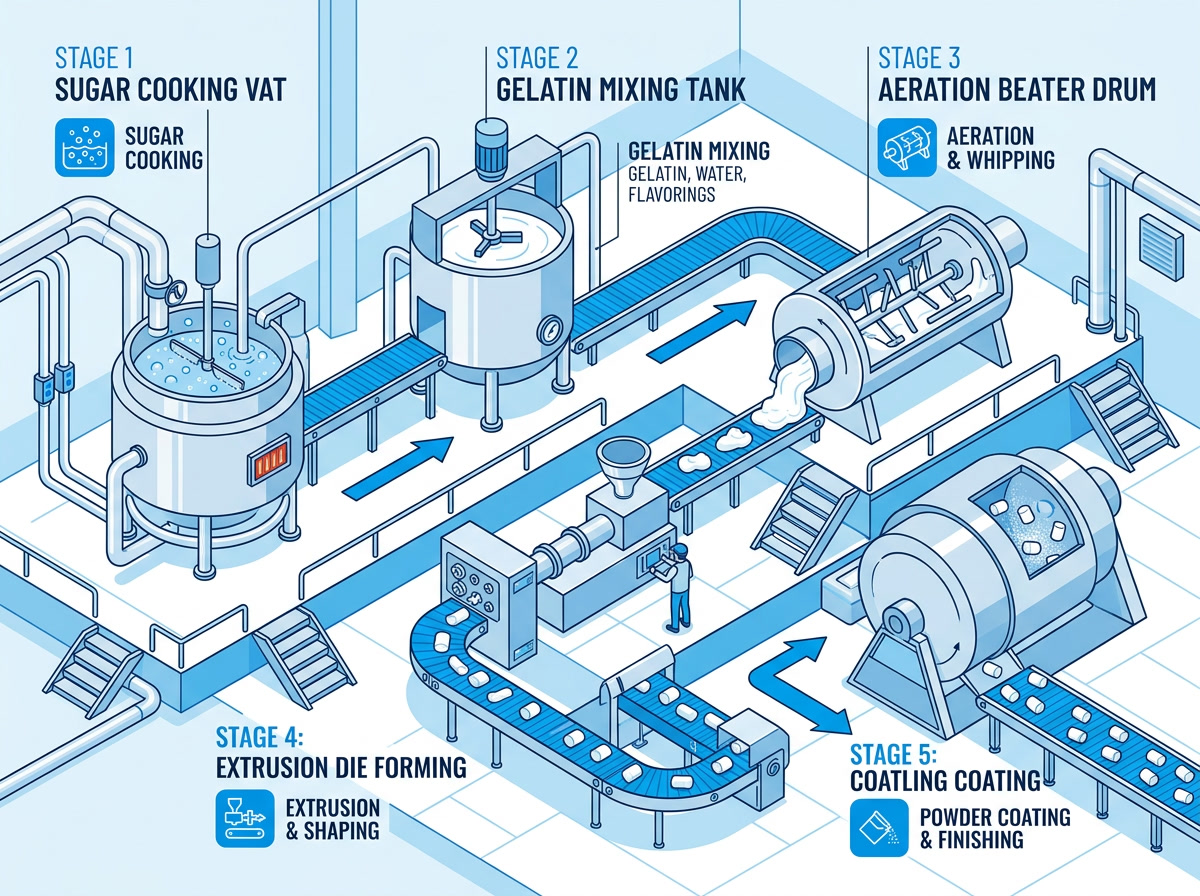
Stage 5: Coating, Cutting, and Packaging
After forming, extruded marshmallow ribbons pass through a tumbling coater loaded with a 50:50 blend of confectioners’ sugar and cornstarch. The tumbling action applies an even layer at 3–6% of product weight. Excess coating is recovered and recycled. The coated ribbon then passes through a sizing wire cutter to final piece length, followed by a metal detector and checkweigher before packaging.
Packaging is typically in heat-sealed polyethylene bags with a nitrogen flush to minimize oxidation — not that marshmallows are particularly prone to oxidation, but the nitrogen flush also reduces the mechanical damage from pieces settling under bag weight during transport.
Commercial vs. Artisan vs. Vegan Marshmallow Production
Scale, target market, and ingredient availability determine which production approach makes sense. There’s no universally “best” option — each has real tradeoffs.
Commercial-scale lines run at 500–2,000 kg/hour in continuous automated sequences. Artisan production handles 10–50 kg batches with semi-automated equipment and significant manual labor. Vegan production adds ingredient complexity at every scale.
Commercial Production Metrics
At commercial scale, continuous processing economics drive most decisions. Equipment investment for an entry-level continuous marshmallow line starts at approximately $150,000–$400,000 USD for basic extrusion systems, scaling to $1M+ for high-speed lines with integrated mogul depositing and automated packaging.
Key production KPIs that commercial marshmallow producers monitor:
- Overrun consistency: Target ±5% of setpoint (e.g., 80% ±4%). Significant deviation = density variation = piece weight problems.
- Moisture at packing: Target ±1% of setpoint (e.g., 19% ±0.5%). Excess moisture = sticky product; insufficient = crumbly.
- Gelatin hydration temperature: ±2°C of 55°C holding temperature. Deviation affects Bloom performance.
- Piece weight: ±3% of target for retail bag compliance.
Artisan Production
Small-batch artisan operations typically use stand mixers with whisk attachments, slab frames for casting, and hand-cutting. The trade-off is crafted appeal and ingredient flexibility against lower throughput and batch-to-batch variation. Artisan marshmallow producers compete on ingredient quality (real vanilla bean paste, single-origin honey, specialty botanicals, premium 250+ Bloom gelatin) and appearance (hand-cut irregular shapes, dramatic colorings, inclusions).
The flavor gap between artisan and commercial is real: premium fish or porcine gelatin at 250+ Bloom produces a finer, more delicate foam than 200-Bloom gelatin, and the lower cooking temperature preservation of real vanilla aromatics produces noticeably more complex flavor.
The Vegan Production Gap
Vegan marshmallow production remains a significant technical challenge despite strong consumer demand. The confectionery industry’s shift toward plant-based ingredients has accelerated since 2024, but gelatin replacers still fall short on three measurable parameters: elastic recovery (rebound after compression), foam stability window (how long the aerated mass stays workable before setting), and surface gloss.
As Wikipedia’s entry on marshmallows notes, gelatin has been central to marshmallow production since the modern confection was developed in the mid-19th century — and food scientists have yet to produce a plant-derived drop-in replacement that fully matches all three performance metrics simultaneously.
Future Trends in Marshmallow Manufacturing (2026 and Beyond)
The marshmallow category is changing faster than most people in the industry anticipated. Three forces are reshaping ingredients, processing, and product form.
The most significant structural shift is plant-based gelling agent development. Pea protein isolate combined with methylcellulose or HPMC is showing genuine promise as a gelatin alternative, with pilot-scale trials in 2026 reporting overruns of 70–80% — compared to the 40–55% achievable with carrageenan-only formulas. The texture is still not identical to gelatin, but the gap is narrowing measurably.
| Trend | 2026 Status | Likely Impact |
|---|---|---|
| Pea protein + methylcellulose gelatin alternative | Pilot scale | Vegan texture near-parity within 2–3 years |
| Precision fermentation collagen | Early commercial launch | Identical to animal gelatin, animal-free sourcing |
| Reduced-sugar formulations (erythritol + allulose) | Commercial, growing | 30–40% calorie reduction; line modification required |
| Functional fortification (collagen peptides, adaptogens) | Growing premium segment | Higher retail price, health-positioning |
| Continuous depositing (replaces starch mogul) | Mainstream adoption | Lower labor, faster changeover for shaped products |
Precision Fermentation Collagen
The most technically significant development is fermentation-derived collagen — collagen protein produced by yeast or engineered microorganisms fed sugar feedstocks, with no animal slaughter involved. Early commercial batches are producing gelatin with Bloom numbers comparable to conventional 200–250 Bloom pork gelatin. If production costs reach price parity with conventional gelatin (currently 3–5× higher), this technology could progressively replace animal gelatin across confectionery, pharmaceutical, and food service segments.
Sugar Reduction Challenges
Regulatory pressure and consumer demand for lower sugar content are pushing producers toward high-intensity sweeteners and bulk sugar replacers. In marshmallows specifically, the problem is that sucrose and corn syrup perform structural functions beyond sweetness. Replacing them with erythritol and allulose — which resist browning and have lower hygroscopicity than sucrose — requires reformulating cooking temperature (allulose caramelizes at a lower temperature than sucrose), aeration protocol, and coating composition. Products have reached market, but require meaningful capital investment in line modification.
Equipment Evolution: Continuous Depositing
Traditional shaped marshmallow production requires starch mogul machines — large, high-maintenance systems with significant cornstarch handling and recycling infrastructure. Continuous depositing systems that use food-grade silicone molds instead of cornstarch trays are gaining adoption, offering faster changeover between shapes, cleaner facilities, and lower starch waste. For producers targeting the premium shaped-marshmallow segment, this equipment evolution is worth tracking.
Frequently Asked Questions
What is the main ingredient in marshmallows?
Sugar and corn syrup are the largest ingredients by mass — together 60–80% of a marshmallow’s total weight. Gelatin is smaller by quantity but functionally irreplaceable: it’s what creates and holds the foam structure that makes a marshmallow soft and airy rather than a rigid candy.
Are marshmallows made from pig?
Standard commercially produced marshmallows use porcine (pig) gelatin, derived from pig skin, connective tissue, and bones through collagen hydrolysis. This makes conventional marshmallows non-kosher and non-halal unless certified otherwise. Kosher and halal marshmallows substitute bovine or fish gelatin. Vegan marshmallows replace gelatin entirely with plant-derived hydrocolloids such as carrageenan or modified starch.
Are marshmallows made of bones?
Gelatin — the key structural ingredient — is made by hydrolyzing collagen extracted from animal connective tissue, which includes bones, tendons, and skin. So yes, technically, conventional marshmallows contain a protein derived in part from animal bones. The collagen is processed into gelatin, which behaves nothing like the raw source material, but the biological origin is animal connective tissue.
What gives marshmallows their white color?
Marshmallows appear white because of the millions of microscopic air bubbles incorporated during whipping — these bubbles scatter all wavelengths of visible light uniformly, producing the opaque white appearance through the same optical mechanism that makes sea foam and clouds appear white. Titanium dioxide (TiO2) was historically used as a whitening agent but has been banned or restricted in food applications in several major markets including the EU.
Can marshmallows be made without gelatin?
Yes — vegan marshmallows substitute gelatin with carrageenan, agar, modified tapioca or pea starch, or blends. The texture differs: gelatin-free marshmallows tend to be somewhat firmer, less elastic, and more sensitive to temperature variation. They function well for most uses (hot cocoa, roasting, baking inclusions), though the melt behavior and stretch differ from gelatin-based products.
What is the difference between artisan and commercial marshmallows?
Commercial marshmallows are produced continuously at high volume with standardized ingredients, tight quality controls, and consistent results. Artisan marshmallows are small-batch, typically use higher-Bloom gelatin, real vanilla bean, and specialty flavorings, with more batch-to-batch character. The practical difference is flavor complexity and texture nuance — artisan products are denser, richer, and more varied. Neither is nutritionally superior.
How long do marshmallows last?
Sealed commercial marshmallows last 6–12 months, thanks to the low water activity of the sugar glass matrix and the cornstarch/confectioners’ sugar coating acting as a moisture barrier. Opened bags should be resealed and consumed within 4–6 weeks. Homemade marshmallows — without precision moisture control or industrial coating — typically last 2–4 weeks at room temperature.
What equipment is used to make marshmallows commercially?
A complete commercial marshmallow line includes a vacuum cooker (sugar syrup cooking), jacketed gelatin holding tanks, a continuous aerator (pin mixer or Mondomix beater), an extrusion or mogul depositing unit, wire cutter or tumbling coater, and automated packaging equipment. According to the FDA’s food manufacturing safety guidance, all food contact surfaces in confectionery equipment must meet applicable material safety standards. For manufacturers evaluating marshmallow production equipment, the aerator and forming unit are typically the highest-impact capital decisions for product quality.

Conclusion
Marshmallows are a deceptively simple food — sugar, corn syrup, gelatin, water, and a pocket of air — but the precision required to produce them consistently at commercial scale is anything but simple. The gelatin network does the structural heavy lifting; the corn syrup prevents crystallization over time; the sugar matrix provides rigidity and sweetness; the water activity determines shelf life. Together, these ingredients produce a foam confection that has remained commercially dominant for over a century because the formula, when executed correctly, is highly stable and deeply satisfying to eat.
For food manufacturers and confectionery equipment operators, understanding the functional role of each ingredient isn’t academic — it directly informs how you set cooking temperatures, specify gelling agents, calibrate your aerator, and troubleshoot production defects. Whether you’re producing 1,000 kg/hour on a continuous line or evaluating a vegan reformulation, the marshmallow’s ingredient science is where every process decision starts. The more precisely you understand what marshmallows are made of, the more control you have over every piece that comes off your line.
Related Articles
- Gummy Bear: What Is It Made Of? Full Ingredient & Manufacturing Guide
- Skittles Manufacturing Process: Inside the Factory 2026
- Original Skittles Gluten Free: Full Ingredient & Celiac Guide 2026
- Are Skittles Dairy Free? Complete Ingredient & Allergy Guide (2026)
- Marshmallow Production Line
- Marshmallow Machine & Production Equipment
- How Are Skittles Made? The Full Factory Process




