
A honey ビスケット製造ライン automates the complete process of mixing, forming, baking, cooling, and packaging honey-flavored biscuits at industrial scale — delivering consistent taste, texture, and output from hundreds to thousands of kilograms per hour.
日本の主要なスーパーマーケットに入ると、黄金色でほんのり甘く、独特の琥珀色のグレーズがかかったハニービスケットが並んでいます。しかし、その一つ一つの裏には精密なエンジニアリングが隠れています。工業用ハニービスケット製造は科学です。オーブン温度が5℃違うだけ、ドウの水分量が21%違うだけ、成形速度が違うだけで、全バッチが失敗します。このガイドでは、プロフェッショナルなハニービスケット生産ラインの仕組み、重要な設備、そして目標出力に合ったラインの選び方を詳しく解説します。

ハニービスケット生産ラインとは?
ハニービスケット生産ラインは、原材料(小麦粉、蜂蜜、バター、砂糖、卵、膨張剤)を最小限の手作業で、完成した包装済みハニービスケットへと変換する、完全統合型の食品加工機械群です。
小ロットの手作りパンとは異なり、工業生産では 生産ラインは連続的に稼働し、1日あたり16~24時間稼働することも珍しくありません。主な課題は、高速で生産されるすべての製品において、特徴的な蜂蜜の甘さ、サクサクとした食感、均一な黄金色の焼き色といった官能特性を維持することです。
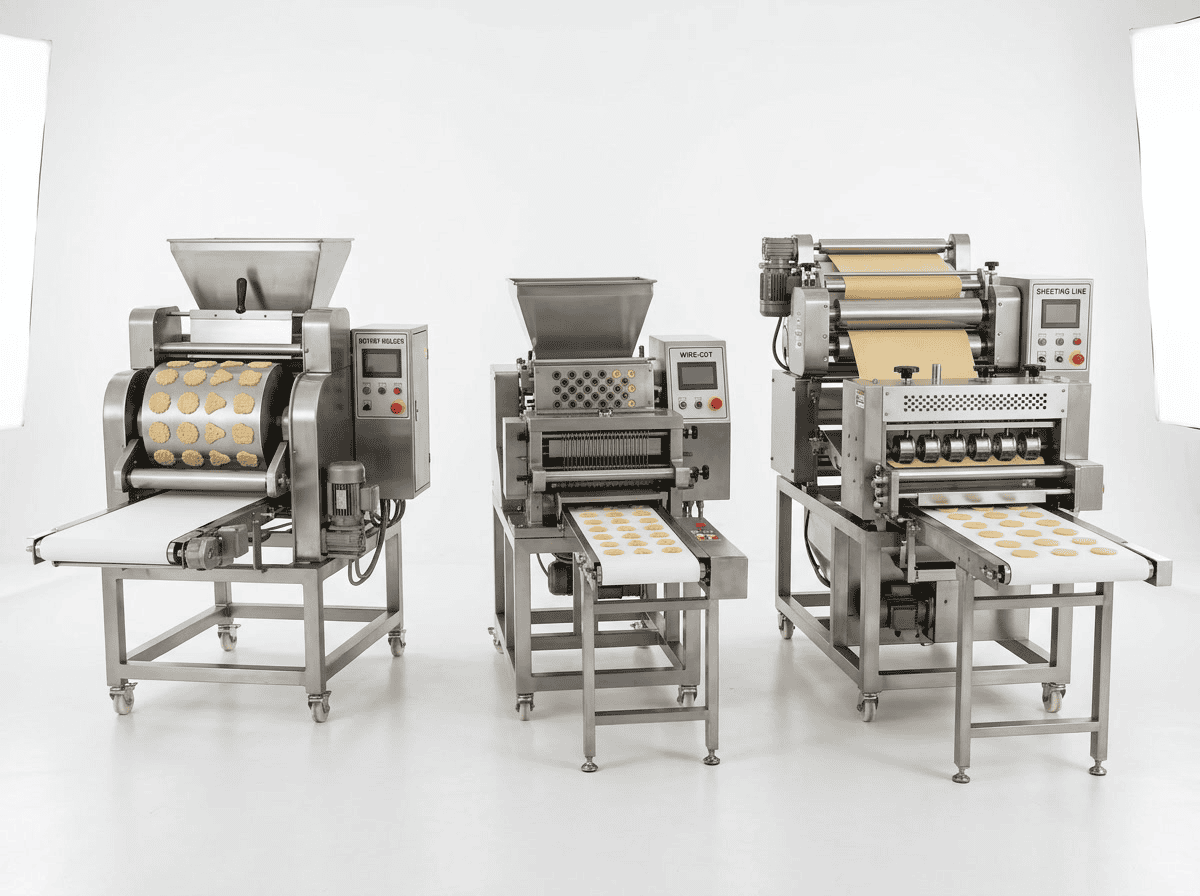
完全なハニービスケットラインには通常以下が含まれます:
- 原材料計量・混合システム — 精密な計量と自動ドウ準備
- ドウシート・成形ユニット — ローリング&カットまたはロータリーモールド
- トンネルオーブン — ラインの心臓部、焼成化学が行われる場所
- 冷却コンベア — 包装前の食感安定に必須
- ハニーグレーズ塗布システム (ハニービスケット専用で一般的、オプション)
- 包装機械 — フローラップ、トレーシール、ピローバッグ形式
各サブシステムは同期して稼働する必要があります。例えば、オーブン出口と冷却セクション間のコンベア速度の不一致は、 ビスケットが 積み重なったり、割れたりする原因となります。これはオペレーターが見過ごしがちな一般的な生産ロスポイントです。
ハニービスケットラインの主要な性能指標
| メートル | 小規模ライン | 中規模ライン | 産業用ライン |
|---|---|---|---|
| 出力容量 | 100~300 kg/時 | 300~800 kg/時 | 800~2000+ kg/時 |
| ビスケット厚み許容差 | ±1.5 mm | ±0.8 mm | ±0.3 mm |
| オーブンゾーン制御 | 2~3ゾーン | 4~5ゾーン | 6~8ゾーン |
| 自動化レベル | セミオート | フルオート | フルオート+PLC |
| 切り替え時間 | 60–90分 | 30–45分 | 15–20分 |
厚み許容差は多くの購入者が思っている以上に重要です。±1.5 mmのばらつきでは、店頭で目立つ不均一さが生じ、大手小売店から製品が拒否されることもあります。産業用ラインで±0.3 mmを達成するには、精密研磨されたシートローラーとクローズドループ制御システムが必要です。
ハニービスケット機械の種類
すべてのハニービスケット機械が同じではありません。ワイヤーカット、ロータリーモールド、シート&スタンプ、デポジットなどのフォーマットによって、食感、見た目、原材料の配合が決まります。
ロータリーモルダー
大量生産されるハニービスケットで最も一般的なフォーマットです。生地は回転ドラム上の彫刻された金属型に押し込まれ、その後コンベヤーベルト上に放出されます。
最高だ: 型押し模様(ロゴ、花柄、文字)が入った短くて密度の高いハニービスケット。高い型圧により、焼成後も形状がしっかり保たれます。
制限: より硬めの生地(含水率が低く、通常16〜20%の水分)が必要です。ハチミツ含有量が18%を超える配合では型に生地が付きやすく、離型コーティングや離型剤が必要となります。
ワイヤーカット機
ワイヤーカット機は生地をダイスから押し出し、プログラムされた間隔で細いワイヤーでカットします。その結果、やや不規則で「手作り風」の見た目となり、プレミアムブランドが意図的に使用します。
最高だ: サクサクしたビスケットというより、柔らかくてもちもちしたハニークッキーになります。ワイヤーカット製品は、焼成後も柔らかい食感を実現するため、脂肪分と糖分が高い傾向があります。
制限: ロータリーモールドより寸法精度の管理が難しいです。製品仕様で下流の包装自動化に正確な形状が必要な場合には適していません。
シート&スタンピングライン
生地は一連のシーティングローラーで正確な厚さに延ばされ、その後スタンピングダイスでカットされます。これは伝統的なビスケットのフォーマットで、クラシックな丸いクラッカーを思い浮かべてください。
最高だ: 薄くてサクサクしたハニービスケットで、エッジがきれいです。シーティング工程でグルテン構造が整い、特有の「パリッ」とした食感が生まれます。
制限: 端材からのロス率が高くなります(通常ビスケットの形状によって5〜12%)。円形ダイスはロスが最も少なく、不規則な形状では端材率が15〜20%に達することもありますが、端材生地を再利用して再シート化することで抑えられます。
ハニービスケット機械の種類の比較
| マシンタイプ | テクスチャプロファイル | 形状精度 | 標準的な生産能力 | 配合の柔軟性 |
|---|---|---|---|---|
| ロータリーモルダー | サクサクして密度が高い | 高(エンボス加工) | 200~1500 kg/時 | ミディアム |
| ワイヤーカット | ソフト、不規則 | 低い | 100~500 kg/時 | 高い |
| シーティング+スタンプ | クリスプ、均一 | 高(クリーンカット) | 300~2000 kg/時 | ミディアム-ハイ |
| 預金者 | ソフト、ドーム型 | 低〜中程度 | 80~300 kg/時 | 非常に高い |
ハニービスケット製造設備の産業用途
ハニービスケットの生産ラインは、多くの人が想像するよりも幅広い業界で利用されています。最終用途を理解することで、設備購入者や製品開発者がより適切な仕様決定を行うことができます。
小売FMCG製造
大規模な消費財メーカーは、スーパーマーケットのプライベートブランドやブランド製品向けにハニービスケットを製造しています。ここでの要件は厳格で、重量の一貫性(100gパックで±2gの許容範囲が一般的)、異物混入ゼロ(インライン金属検出器やX線システムが標準)、および多品種施設でのアレルゲン管理が求められます。
このセグメントでは、単一SKUの出力需要が通常800~2000 kg/時でライン稼働を正当化します。ダウンタイムコストは高く、1200 kg/時のラインで1時間停止すると、$2.50/kgでビスケットを生産している場合、$3,000の生産損失となります。
プライベートブランドおよび契約製造
中堅の受託メーカーは、複数のブランドに同時にハニービスケットを供給しています。これらのオペレーションでは、30分以内で製品フォーマットを切り替える迅速なチェンジオーバーと柔軟な包装が必要です。同じビスケット本体が異なる顧客向けに複数のフォーマットで包装されることもあります。
400~600 kg/時の中規模ラインで、クイックチェンジ成形ヘッドとPLC制御のオーブンプロファイルを備えたものが、ここでの一般的な選択肢です。
輸出および特殊市場
特定の規制基準(日本、EU、全世界)に対応した市場向けのハニービスケットの輸出には、完全自動化ラインによる生産データ記録によって提供される文書管理が必要です。そば蜂蜜、マヌカ蜂蜜、生蜂蜜などの特殊なハニービスケットは、粉重量の20~30%の高濃度蜂蜜を使用するため、焼成プロファイルの調整や、熱に弱い蜂蜜成分を保護するために低温トンネルオーブンが必要になる場合があります。
によると 国際連合食糧農業機関世界のビスケットおよびクッキーの消費量は、アジア太平洋市場の成長により年間約3.5%の安定した増加を示しており、現代の生産設備が効率的にスケールアップする必要性を強調しています。
フードサービスおよび業務用供給
ホテル、航空会社、施設向けのケータリングでは、ハニービスケットを大量に非小売形式で必要とします。これらのラインは、しばしば簡易包装(ピローパックではなくポリ袋)を採用しますが、ポーション管理のために厳密な重量管理が求められます。
適切なハニービスケット生産ラインの選び方
ハニービスケット生産ラインの選定は、製品カタログの選択ではなく、エンジニアリング評価です。最も高額な失敗は、購入者が紙上の能力を合わせても、下流のボトルネックを見逃した場合に発生します。

ステップ1:出力要件を定義し、さらに25%を加える
ピーク時の1日出力要件を計算し、さらに25%のバッファを加えてください。100%の能力で稼働するラインは、1回の故障で納品遅れにつながります。ピーク時に500kg/時が必要なら、625kg/時のラインを指定してください。
季節性を考慮してください:ハニービスケットの需要は通常、Q4(ホリデーギフト)で30~50%急増します。平均需要に合わせたラインは、利益率が最も高い時期にボトルネックとなります。
ステップ2:オーブンゾーン制御を評価する—全長だけでなく
オーブンの長さはよく販売ポイントとして使われますが、実際に重要なのは以下です: 独立したゾーン温度制御ハニービスケットは、蜂蜜の天然糖(主に果糖で、ショ糖より低温でキャラメル化する)が最終焼成ゾーンで急速な過度の焼き色を引き起こすため、非常に繊細です。
個別の上下制御ができる6ゾーンオーブンは、ベーカーがゾーン1~4で加熱を強めて中心部を焼き、ゾーン5~6で上部の熱を下げて、苦味のある表面キャラメル化を避けつつ黄金色を実現できます。3ゾーンオーブンでは制御が大幅に制限され、水クラッカーなどには適していますが、蜂蜜入り生地には問題となります。
ステップ3:高糖度配合の生地処理を評価する
蜂蜜や砂糖が多い生地は粘着性が高く、温度に敏感です。ミキサーボウルの温度が24°Cを超えると、蜂蜜生地は構造を失い、シートや成型が困難になります。以下を指定してください:
- 施設の室温が22°Cを超える場合は、冷却水ジャケット付きのミキサーボウル
- シート前に温度制御環境付きの生地休憩コンベヤ
- シートローラーのアンチスティックコーティング(シリコンまたはPTFE)
多くの購入者は夏の生産でこれを痛感します。実際、ミキシングゾーンに冷却がない施設では、暖かい季節に15~20%多くのバッチを失います。
ステップ4:清掃およびアレルゲン管理プロトコルの確認
蜂蜜には、いくつかの規制枠組み(EU指令2003/89/ECなど)でアレルゲンとして分類されるタンパク質が含まれています。同じ施設で蜂蜜以外の製品も生産する場合、クロスコンタミネーション管理が重要となります。
ラインが以下をサポートしているか評価する:
- 湿式洗浄 はちみつ残渣除去のための(CIP/WIPシステム)—乾式洗浄では粘着性のはちみつ残渣には不十分
- 取り外し可能な接触部品 (成形ローラー、コンベヤーベルト)を専用の洗浄ステーションで衛生的に洗浄可能
- 切替え時の文書化 BRCまたはIFS食品安全基準に適合
ステップ5:実際の配合で工場受入試験(FAT)を依頼する
メーカーの標準デモ用ビスケットで生産ラインを受け入れてはいけません。配合は非常に重要です。自社のレシピを使用した工場受入試験(FAT)を依頼してください—使用する小麦粉のたんぱく質含有量、はちみつの種類、予定している焼成時間を反映させます。
信頼できるメーカーはFAT試験を実施し、ビスケットの重量ばらつき、色L a b*測定値、焼成後の水分含有量、テクスチャー分析(硬さ、割れやすさ)などの試験報告書を提供します。
はちみつビスケットライン選定チェックリスト
| 評価係数 | 確認すべき質問 | 赤旗 |
|---|---|---|
| オーブンゾーン制御 | 独立したゾーンはいくつありますか?上部/下部は分離されていますか? | 「3ゾーン」だが上部/下部の分離なし |
| 生地の取り扱い | 安定稼働のための最大周囲温度は? | 冷却オプションの記載なし |
| 洗浄システム | CIP/WIP対応可能ですか?衛生のために取り外し可能な部品はありますか? | 蜂蜜残留物のため「手動洗浄のみ」 |
| FAT手順 | FATで当社の配合を実際に運転しますか? | 「標準デモ用ビスケットのみ使用しています」 |
| アフターサービスサポート | 現地サービスエンジニアはいますか?部品の納期は? | お客様の地域にサービス拠点はありません |
| 生産能力のバッファ | 最大定格出力と持続出力はどれくらいですか? | 「ピーク」値のみ提示されており、持続値はありません |
ハニービスケット生産技術の将来動向(2026年以降)
ハニービスケット機械業界は、これまでになく急速に変化しています。エネルギーコスト、原材料のトレーサビリティ、自動化の深化という3つの要素が、機械設計を再構築しています。
AIによるプロセス制御
最新のトンネルオーブンは、リアルタイムでビスケットの色を読み取り、蜂蜜の糖分や周囲の湿度の変動に応じて自動的にオーブンゾーンの温度を調整するマシンビジョンシステムを導入し始めています。パイロット規模での初期導入では、オペレーターの介入なしで色による不良品が60~80%削減されることが示されています。
これらのシステムは、オーブン出口に配置された近赤外線(NIR)センサーを使用して、含水率と表面色を同時に測定します。これらのデータは従来、30分のタイムラグを伴うラボ試験が必要でした。リアルタイムのクローズドループ制御により、オーブンがバッチに合わせて自動調整されます。
エネルギー回収と持続可能性
トンネルオーブンは食品生産の中でも最もエネルギー消費が多い設備の一つであり、600kg/時のハニービスケットライン用の40メートルトンネルオーブンは通常200~300kWを消費します。これは、 Statistaの産業用エネルギー消費データによると食品加工は、世界の産業全体のエネルギー使用量の約61%を占めています。
最新の機器設計では、オーブンの排気熱を回収し、吸入口の空調や施設の暖房に再利用する熱回収システムが統合されており、適切に導入された場合、純エネルギー消費量を15~25%削減できます。一部のメーカーは、従来設計よりも25~30%高い熱効率を実現する回収型バーナー付き直火ガスオーブンを提供しています。
クリーンラベル・機能性ハニービスケットライン
クリーンラベル製品(人工添加物なし、防腐剤なし)への消費者需要が再配合を促し、再配合が設備変更を推進しています。高ハニー配合(小麦粉重量の30%以上のハニー)は、精製糖を減らすか排除するため、低温での焼成と長い滞留時間が必要となり、オーブン全体の長さが増加し、コンベヤ速度が低下します。
一部のメーカーは、既存ラインのオーブン構造を交換せずに長さを延長できるモジュール式オーブン拡張部(追加セクション)を提供しており、クリーンラベル焼成の流れに対応しつつ設備の入れ替えを不要としています。
デジタル化とトレーサビリティ
原材料トレーサビリティに関する規制要件(EU農場から食卓戦略、日本食品安全近代化法など)が、機器メーカーに生産データ記録を標準機能として組み込むことを求めています。最新ラインでは、オーブン温度、コンベヤ速度、重量測定、金属検出アラートなどのバッチパラメータをERPやQAシステムにエクスポート可能な形式で記録します。
特にハニーの場合、プレミアムバイヤーや一部小売チェーンから、原産巣や養蜂場までのバッチトレーサビリティが求められており、生産ラインのバッチ管理システムが原材料追跡データベースと連携する必要があります。
FAQ:ハニービスケット生産ライン
ハニービスケット生産ラインに必要な出力能力はどれくらいですか?
年間最大生産量を稼働時間(通常は2交代制で年間5,500~6,500時間)で割り、さらに25%の能力バッファを加えてください。年間3,000トンを目指す施設では、持続的出力550~600kg/時のラインが必要です。能力不足は最も一般的かつ高額な計画ミスです。
産業用ハニービスケット生産ラインの価格はいくらですか?
完全ラインは、小~中規模の半自動セットアップ(100~400kg/時)で約150,000~250,000円、完全自動産業ライン(800~2,000kg/時)で約400,000~1,200,000円以上となります。幅広い価格帯はオーブン長さ、自動化レベル、包装形式、ブランドによるものです。設置、試運転、オペレーター研修も考慮してください(通常は機器価格の10~15%)。
ハニービスケットとハニーコーキー生産ラインの違いは何ですか?
技術的には、ビスケット(日本・オーストラリア用語)やクラッカーは低脂肪・低糖生地をシート成形やロータリーモールドで成形し、パリッとした食感に焼き上げます。コーキー(日本用語)やソフトビスケットは高脂肪・高糖生地(ワイヤーカットやデポジット成形が多い)を使用し、柔らかくもちもちした仕上がりになります。主な機械の違いは成形システムで、ビスケットはロータリーモルダーやシートライン、コーキーはワイヤーカットやデポジット機です。一部ラインは両方のフォーマットを生産できる交換式成形ヘッドを備えています。
ハニービスケット生産ラインの耐用年数はどれくらいですか?
適切にメンテナンスされた 信頼できるメーカーの工業用ビスケットラインは、 構造部品(オーブン本体、コンベアフレーム)の場合、通常15~25年の耐用年数があります。摩耗の激しい部品(成形型、コンベアベルト、シーティングローラー)は、生産量に応じて2~5年ごとに交換が必要です。摩耗部品を(事後対応ではなく)積極的に交換する計画的なメンテナンスプログラムは、ラインの寿命にわたって予期せぬダウンタイムを40~60%削減します。
ハニービスケット生産で最も一般的な品質問題は何ですか?
最も頻発する5つの問題は:(1)焼き色のムラ—オーブンゾーンの調整や生地厚さのばらつきが原因;(2)冷却後のひび割れ—急速冷却や過度な焼成で水分が21%未満になることが原因;(3)モールドへの付着—ハニー含有量過多やモールド温度が高すぎる場合;(4)重量のばらつき—シートローラーの摩耗や生地供給の不均一;(5)苦味の残る後味—高温最終オーブンゾーンでハニーがキャラメル化することが原因。各問題には特定の技術的対策があります。
ハニービスケットラインは複数のフレーバーやバリエーションに対応できますか?
はい、しかし切り替え時間が制限要因となります。クイックリリース成形ヘッドやPLCに保存されたオーブンプロファイルを備えた最新のラインでは、例えばプレーンハニー、ハニーセサミ、ハニーオートビスケットの成形セクションの切り替えが20~40分で可能です。より複雑な制限はアレルゲンの切り替えです。あるバリエーションにナッツが含まれていて、別のものには含まれていない場合、バリエーション間で完全なCIPウェットクリーニングが必要となり、切り替え時間に2~4時間追加されます。
ハニービスケット機械メーカーにどのような認証を求めるべきですか?
最低限、ISO 9001品質マネジメント認証、CEマーキング(EUでの販売向け)、および製品接触部品すべてに対する食品グレード材料認証(通常、ステンレス鋼304または316、ベルトおよびシール用FDA準拠ポリマー)が必要です。中国食品調理設備工業協会などの業界団体に加盟しているメーカー、または同等の ナショナル 団体は、通常、より高い品質基準を維持し、技術標準の更新情報にアクセスできます。

結論
ハニービスケットの製造は、食品科学、機械工学、プロセス制御が交差する分野です。店頭に並ぶビスケットを生み出す機械は、生地の取り扱い、熱伝達、自動化において何十年もの改良を重ねてきました。現在では、AIによる制御、エネルギー回収、完全なバッチトレーサビリティへと技術が急速に進化しています。
初めての 生産ラインを評価する場合でも、既存の設備をアップグレードする場合でも、原則は同じです。実際の生産要件(余裕を持たせて)を定義し、オーブンの制御深度を長さだけでなく指定し、受け入れ前に実際のラインで配合が機能することを確認し、アレルゲン管理義務に合致する洗浄システムに投資してください。
最適なハニービスケット生産ラインは、今日の生産量を満たす最も安価な選択肢ではありません。将来の成長、次のシーズンのピーク、来年の製品バリエーションにも対応し、設備の入れ替えを必要としない選択肢です。最初に仕様を正しく決めれば、初期投資回収後も長く利益を生むビスケットを生産し続けます。
ハニービスケット生産ラインやビスケット機械のサプライヤーをお探しですか? 当社のビスケット機械製品ラインナップをご覧ください 生産ラインの全体構成、容量仕様、技術コンサルティングについてご案内します。




