
マシュマロは、砂糖、コーンシロップ、ゼラチン、水を混ぜ合わせ、空気を加えて泡立てることで、柔らかくふわふわした泡状のお菓子になります。
キャンプファイヤーで炙ったり、ホットココアに入れたり、袋から直接食べたりしたことがあるでしょう。しかし、ほとんどの人が尋ねようと思わないこと、それはマシュマロがなぜあのような食感になるのか、ということです。あの空気を抱いたようなふわふわ感、口の中でとろけるような甘さ――それは魔法ではありません。それは大規模に適用された食品科学であり、それを理解することで、あなたがこれまで食べたすべてマシュマロの見方が変わります。 食感 それがどのように感じられるか?あの空気を抱いたようなふわふわ感、口の中でとろけるような甘さ――それは魔法ではありません。それは大規模に適用された食品科学であり、それを理解することで、あなたがこれまで食べたすべてマシュマロの見方が変わります。
好奇心旺盛な消費者、家庭でのお菓子作りをする人、または製菓製造装置を評価する人であっても、マシュマロの材料と製造プロセスは、ほとんどの人が予想するよりも興味深く、そして正確です。

マシュマロは何でできている?主要材料を解説
マシュマロは、砂糖、コーンシロップ、ゼラチン、水、バニラエッセンスで作られており、しばしば粉砂糖とコーンスターチでコーティングされます。これらの5つまたは6つの材料を適切な比率で組み合わせ、正しく加工することで、お菓子の特徴である柔らかく空気を含んだ食感が生まれます。
各材料は特定の構造的または感覚的な役割を果たします。一つでも欠けると、製品が形成されなかったり、結晶化してざらざらになったり、作られてから数分で崩壊したりします。その相互依存関係が、マシュマロの配合を興味深くも容赦ないものにしています。
| 原材料 | Typical Proportion | 役割 |
|---|---|---|
| 砂糖(ショ糖) | 25–35% | 甘味、構造ガラス、結晶制御 |
| コーンシロップ / グルコースシロップ | 35–45% | 結晶化を防ぎ、噛み応えを加える |
| ゼラチン(200〜250ブルーム) | 3〜5% | ネットワーク形成剤、空気泡を閉じ込め保持する |
| 水 | 12〜18% | ゼラチンを水和させ、砂糖シロップのベースを形成する |
| バニラエキス | 0.2–0.5% | フレーバー |
| 粉砂糖+コーンスターチ | コーティング(重量の3〜6%) | くっつき防止の表面仕上げ |
砂糖:構造の骨格
砂糖はマシュマロに甘みを与えますが、より重要な機能は、混合物が冷えるときに閉じ込められた気泡の周りに非晶質のガラスを形成することです。このガラスは結晶化せずに剛性を提供します。これは、カリカリせずに形状を維持する必要がある菓子にまさに望ましいものです。
市販のマシュマロメーカーは、調理中の不要なメイラード反応による褐変を最小限に抑えるために、転化糖を0.02%未満に抑えた高度に精製された砂糖を使用しています。連続的な工業生産では、砂糖はろ過され温度管理された67〜70°Brixの溶解済みシロップとして供給され、水和工程が不要になり、バッチ遅延なしでラインを稼働させることができます。
コーンスターチシロップとグルコースシロップ:結晶化防止剤
コーンスターチシロップ(北米)またはグルコースシロップ(国際)は、標準的なマシュマロ配合において質量で2番目に大きい成分です。これに含まれる長鎖グルコースポリマーは、砂糖結晶の核生成を物理的に妨げます。これは「 加工」と呼ばれるメカニズムです。この成分がないと、マシュマロは製造後数日で粗く砂のような質感に結晶化し始めます。
高フルクトースコーンスターチシロップは、安価な配合で時折代替品として使用されますが、ほとんどのメーカー(高級品も市販品も)は、DE 38〜42(デキストロース当量)の通常のコーンスターチシロップまたはグルコースシロップを使用しています。このDE範囲は、甘味、粘度、および長期的な保存安定性を効果的にバランスさせます。
ゼラチン:マシュマロの機能的な心臓部
これは、全体の構造を可能にする成分です。 Wikipediaのゼラチンに関する詳細な記事によると、ゼラチンはコラーゲンの部分加水分解から得られるタンパク質であり、通常は豚または牛の皮膚、結合組織、骨から供給されます。最終製品では無臭、無色、無味ですが、配合中のどの成分よりも最も重要な構造的機能を果たします。
マシュマロ製造において、ゲル強度(ブルーム値)が重要な仕様です。標準的なマシュマロには、200〜250ブルームのゼラチンが使用されます。ブルーム値が高いほど、よりしっかりとした弾力のある製品になります。ブルーム値が低いと、より柔らかく安定性の低いフォームになります。メカニズムは次のとおりです。熱い砂糖シロップを水和したゼラチン溶液と混合すると、タンパク質鎖は温度で部分的に変性します。混合物が冷えると、これらの鎖は、ホイッピング中に導入された気泡を閉じ込める三次元ネットワークを形成します。ゼラチン、または効果的な機能的代替品がないと、そのフォームは数分で崩壊します。
水:プロセス媒体
水はマシュマロのプロセス全体で3つの役割を果たします。調理が始まる前にゼラチンを水和してブルームさせます。砂糖とコーンスターチシロップを調理可能なシロップに溶解します。そして、調理段階で部分的に蒸発させて、最終シロップを適切な水分含有量に濃縮します。完成品では、目標水分活性は通常18〜22%の間になります。残留水分が多すぎると、マシュマロはべたつき、形状を維持できません。少なすぎると、空気が含まれた塊は形成するには硬すぎます。
バニラと特殊香料
バニラエキスまたはバニラフレーバー(天然または人工)は、ほぼすべての標準的なマシュマロ配合に含まれています。高級品や職人技のラインでは、本物のバニラビーンズペーストが使用されることが多く、目に見える斑点と、より丸く複雑な風味プロファイルが加わります。特殊生産で一般的に追加されるものには、次のものがあります。
- クエン酸:ゼラチン機能を妨げないように0.3〜0.8%でバランスが取られた、酸味のあるマシュマロ品種
- 天然果実濃縮液:いちご、ラズベリー、パッションフルーツ—揮発性芳香成分を保持するために調理後に添加
- トーストしたココナッツオイル: 遊離水分を加えずにココナッツ風味を出すために
- チョコレート/ココアパウダー: 起泡後、成形直前に混合物に渦巻き状に加える
- 天然着色料: ビートレッド(ベタニン)、スピルリナの青緑、アナトーの黄色 — いずれも温度に敏感で、可能な限り低温で添加される
cURL Too many subrequests. 日本の食品成分表におけるマシュマロの栄養プロファイル, 市販のマシュマロの標準的な100g当たりの成分は、炭水化物が約79〜81g(ほぼ全てが糖類)、1.8〜2.0gのタンパク質(ゼラチン由来)、および0.1gの脂質であり — マシュマロが何からできているかをそのまま反映した栄養値である。
原材料の機能 — 各成分が重要な理由
マシュマロの各原料は単に存在しているだけではなく、それぞれが特定の構造的あるいは感覚的な役割を果たしている。機能を理解することで、代替が技術的に難しく、単に一つを置き換えるだけではなくレシピ全体の再設計が必要になる理由が明確になる。
マシュマロは技術的には 発泡性菓子 — 加気された砂糖のガラス相がヒドロコロイド性タンパク質ネットワークで補強されたもの。ゼラチンのネットワークが気泡を保持し、砂糖のガラス相が剛性と甘味を与え、コーンシロップは再結晶化を抑えて構造を安定させる。三者が協調して機能しなければならない。
| 機能 | 主要成分 | それがないと起こる不具合 |
|---|---|---|
| 空気保持と泡の安定性 | ゼラチン | 泡が潰れ、製品が平らに沈む |
| 結晶化の抑制 | Corn syrup | 数日以内にざらついた砂状の食感になる |
| 水分管理(水分活性) | 砂糖と水の比率 | べたつきや崩れやすい製品、カビのリスク |
| 風味の複雑さ | バニラエキス | 平坦で単調な甘さ |
| 非粘着性表面 | 粉砂糖+コーンスターチ | 包装内でピースがくっつく |
ゼラチンの水分和ウィンドウ
ゼラチンは使用前に(冷水に浸して)膨潤させる必要があります。標準的な比率は、乾燥ゼラチン1部に対し冷水5部で、完全に水分和させるために最低5分間浸します。連続的な工業生産では、予備水分和されたゼラチン溶液は、正確に50〜55℃に保たれたジャケット付きタンクに保持されます。この温度は、流動性を保つのに十分暖かく、タンパク質鎖の劣化を防ぐのに十分涼しい温度です。ここでの温度管理は、最終製品のブルーム性能に直接影響します。60℃以上の保持温度で30分以上経過すると、有効ブルームが測定可能に減少し、より弱いフォーム構造になります。
コーンシロップの粘度とホイッピング効率
通気中は粘度が非常に重要です。粘度が高すぎるコーンシロップは、大きくて不均一な気泡を持つ密度の高いフォームを生成します。粘度が低すぎると、ゼラチンネットワークが固まる前に気泡が急速に合体します。工業生産者は、通気時点での混合液の粘度を8,000〜12,000 cPに目標設定し、連続生産ラインのインライン粘度計で検証します。
コーティングが存在する理由
成形後のタンブリングドラムで施されるコンフェクショナーズシュガーとコーンスターチのコーティングは、ほとんどの消費者が考えもしない2つの機能を持っています。第一に、包装内でピースがくっつくのを防ぐ即時の非粘着層を提供します。第二に、コーンスターチは湿気バリアとして機能し、保管中に表面の湿気を吸収して賞味期限を延ばします。コーティング重量は通常、最終製品重量の3〜6%です。重すぎると外側が粉っぽくなり、軽すぎると湿度の高い条件下でピースがくっつきます。
マシュマロの種類とその材料のバリエーション
すべてのマシュマロが同じ配合であるわけではありません。製品タイプ(小売用円筒形、ミニ、形状、ビーガン、職人技)によって、どの材料が強調され、変更され、または完全に置き換えられるかが決まります。
標準的な円筒形マシュマロ
クラシックな小売用バッグのマシュマロ。押し出されたリボンからカットされた均一な円筒形、コンフェクショナーズシュガー/コーンスターチでコーティングされ、再封可能なバッグに詰められています。配合:スクロース/コーンシロップベース、200〜220ブルームの豚ゼラチン、標準バニラ。賞味期限:6〜12ヶ月。充填時の水分含有量:18〜20%。
ミニマシュマロ
同じベース配合で、より高速(8〜12 m/min)で押し出され、短くカットされます。表面積対体積比が高いため、ピース間の付着を防ぐためにより多くのコーティングが必要です。多くの生産者は、バッグ内で自身の重みで圧縮されない、よりしっかりとしたカットを得るために、ゼラチン含有量をわずかに増やします(5〜6%まで)。
ビーガンマシュマロ
マシュマロカテゴリーの中で最も技術的に複雑なセグメントです。ゼラチンの代替が中心的な課題であり、植物由来の代替品はゼラチンの機能的特性をすべて完全に再現できるものはありません。現在商業的に実行可能な代替品:
- カラギーナン: 海藻由来;しっかりと凝固するがゼラチンの弾性的な伸びは欠ける。より良い食感のために寒天と混合されることが多い。70–75°Cでの泡の安定性はゼラチンより低く、より速い形成が必要。
- 変性でん粉(タピオカまたはエンドウ豆): 8–12%の濃度では、事前糊化でん粉が泡を安定化するネットワークを形成できる。食感はやや硬めで、ゼラチンベースの製品より光沢が少ない。
- エンドウ豆たんぱく質+メチルセルロースのブレンド: 2026年ごろの処方開発で登場。パイロット試験では70–80%のオーバーランを示し、ゼラチンの性能に迫る。
| タイプ | ゲル化剤 | Shelf Life | 食感の要点 |
|---|---|---|---|
| 標準小売品 | 豚ゼラチン 200〜250 ブルーム | 6〜12ヶ月 | 弾力があり、滑らかで光沢がある |
| コーシャ/ハラール認証 | 牛由来または魚由来ゼラチン | 6〜10か月 | ややしっかりめ |
| ヴィーガン | カラギーナン+アガーまたは変性デンプン | 4〜6ヶ月 | 弾力は低く、より硬め |
| 職人向けプレミアム | 高ブルーム豚ゼラチン+天然バニラ | 3〜6ヶ月 | より濃密で複雑な風味 |
| 機能性/強化 | 豚ゼラチン+コラーゲンペプチド添加 | 6〜8ヶ月 | 標準品に類似 |

成型マシュマロ
季節限定やノベルティの形状(ゴースト、星、ウサギなど)は、押し出しではなくスターチ・モーグル方式のデポジットで製造されます。エアレーションされたマスはコーンスターチで満たされたトレイに押し付けられた凹みに充填され、製品が固まる過程でデンプンが形を整えます。配合は標準品に似ていますが、型のディテールを保持するためにゼラチンの割合をしばしば5–6%に引き上げ、より硬いマスを作ります。
マシュマロの製造方法:工業的製造プロセス
マシュマロの原材料を知ることは全体の半分に過ぎません。製造工程、特にエアレーションと成形の段階が、原材料を完成品へと変化させます。
工業的なプロセスは連続的な工程で進行します:加熱 → エアレーション → 成形 → コーティング → カット → 梱包。 各工程には厳密な操作条件があり、どの段階でも逸脱があると後工程に影響が連鎖します。
第1段階:糖シロップの加熱
ショ糖とコーンシロップを水と混合し、真空下で127〜132°C(キャンディ温度計のハードボール段階)まで加熱します。真空加熱は開放容器加熱よりも早く、色の変化を抑えてシロップを濃縮します。加熱後のシロップは約20%の水分を含み、断熱タンクで100〜105°Cに保温され、エアレーションラインの要求に応じて供給されます。
加熱温度の管理は非常に重要です。加熱不足(残留水分が22%以上)は粘着性のある製品を生み、加熱過多(135°C以上)は過度の着色とカラメル風味を生じ、完成品の保存中の乾燥を早めます。
第2段階:ゼラチン溶液の準備
事前に膨潤させたゼラチン(1:5の比率で水に浸漬、室温)がジャケット付き容器で60〜65°Cに溶解され、穏やかに攪拌されます。保持中は70°Cを超えてはなりません。ゼラチン溶液は校正済みの定量ポンプでエアレーターに供給され、加熱シロップの流量と同期されます。この比率は通常、バッチ全体重量の3〜5%のゼラチンで、±0.2%以内に管理されて一貫した製品を保証します。
第3段階:連続エアレーション(ホイップ)
最も機械的負荷の高い工程です。加熱シロップとゼラチン溶液は連続エアレーターで合流します。通常は高速ピンミキサーまたはモンドミックス型ビーターで800〜1,200回転/分で動作します。空気は0.5〜2バールの正圧で注入されます。目標のオーバーラン(空気混入による体積増加率)は製品密度に応じて40〜100%です。
標準的な小売用マシュマロは約80%のオーバーランを目指しており、これは最終的なエアレーション後の体積がエアレーション前の質量体積より80%大きいことを意味します。より密度の高い職人風製品は40〜50%のオーバーランを目標とし、よりしっかりとした噛み応えを実現します。
エアレーションされた塊は55〜65°Cで排出されます。この温度ではゼラチンはまだ流動性があり成形可能ですが、その時間は狭く、通常90〜120秒でゼラチンネットワークが形成され成形に抵抗を示します。連続ラインはこの時間内にエアレーターから成形金型へ製品を確実に移動させるよう設計されています。
第4段階:成形
主に2つの方法があります:
ワイヤーカット押出成形:エアレーションされた塊をダイプレート(丸型、四角型、またはカスタム形状)を通して押し出し、押出速度に同期したワイヤーカッターで切断します。これは円筒形やミニマシュマロの標準的な方法です。典型的な押出速度は4〜15メートル/分で、製品密度やゼラチン濃度により調整されます。
スターチモーグル成形:塊をトレイ内のコーンスターチ型に投入し、モーグル機械で搬送します。製品は温度・湿度管理されたトンネル内(通常20〜22°C、55〜60%相対湿度)で12〜24時間型内で固化後、脱型およびコーティングされます。この方法は形状マシュマロ(季節商品、ノベルティ)や多味・二色製品の標準的な方法です。
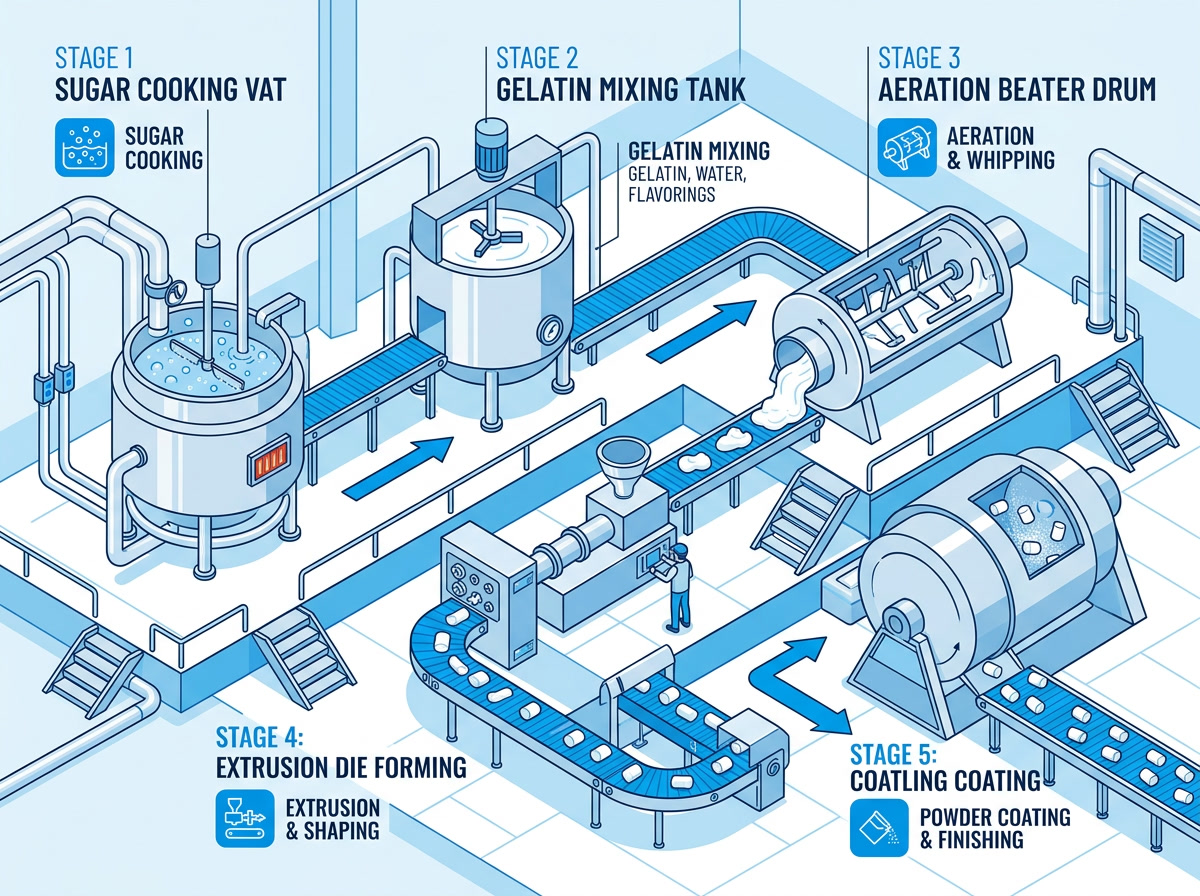
ステージ5:コーティング、カット、包装
成形後、押出されたマシュマロリボンは、粉砂糖とコーンスターチを50:50で混合したタンブリングコーターを通過します。タンブリング動作により、製品重量の3~6%の均一な層が適用されます。余分なコーティングは回収されリサイクルされます。コーティングされたリボンはその後、最終のピース長さに合わせてサイズワイヤーカッターを通過し、金属探知機とチェックウェイアーを経て包装されます。
包装は通常、酸化を最小限に抑えるために窒素フラッシュを施した熱密封ポリエチレン袋で行われます。マシュマロは特に酸化しやすいわけではありませんが、窒素フラッシュは輸送中の袋の重さによる製品の沈降による機械的損傷も軽減します。
商業用 vs. アーティザン vs. ヴィーガンマシュマロ生産
規模、ターゲット市場、原材料の入手可能性がどの生産方法が適切かを決定します。普遍的に「最良」の選択肢はなく、それぞれに実際のトレードオフがあります。
商業規模のラインは連続自動化シーケンスで500~2,000 kg/時間で稼働します。アーティザン生産は半自動設備と多くの手作業で10~50 kgのバッチを扱います。ヴィーガン生産はすべての規模で原材料の複雑さを増します。
商業生産の指標
商業規模では、連続処理の経済性がほとんどの意思決定を左右します。エントリーレベルの連続マシュマロラインの設備投資は、基本的な押出システムで約150,000~400,000米ドルから始まり、高速ラインでモーグルデポジットと自動包装を統合したものは1百万米ドル以上に拡大します。
商業用マシュマロ生産者が監視する主要な生産KPI:
- オーバーランの一貫性:設定値の±5%を目標(例:80% ±4%)。大きな逸脱は密度の変動=ピース重量の問題を意味します。
- 包装時の水分量:設定値の±1%を目標(例:19% ±0.5%)。過剰な水分は粘着性のある製品に、不足はボロボロの製品になります。
- ゼラチンの水和温度:55℃の保持温度から±2℃。逸脱はブルーム性能に影響します。
- ピース重量:小売袋の規格遵守のため目標の±3%。
アーティザン生産
小規模バッチのアーティザン生産は通常、ホイッパー付きスタンドミキサー、鋳造用スラブフレーム、手切りを使用します。トレードオフは、手作りの魅力と原材料の柔軟性に対して、低いスループットとバッチ間のばらつきです。アーティザンマシュマロ生産者は、原材料の品質(本物のバニラビーンズペースト、単一産地の蜂蜜、特別な植物成分、高品質250以上のブルームゼラチン)と外観(手切りの不規則な形状、鮮やかな着色、インクルージョン)で競います。
職人技と市販品との風味の差は歴然としています。250ブルーム以上の高級魚または豚由来ゼラチンは、200ブルームゼラチンよりもきめ細かく繊細な泡を作り出し、本物のバニラのアロマを低温で調理・保存することで、明らかに複雑な風味が得られます。
ビーガン製造のギャップ
ビーガンマシュマロの製造は、強い消費者需要にもかかわらず、依然として大きな技術的課題です。菓子業界の植物由来原料へのシフトは2024年以降加速していますが、ゼラチン代替品は依然として3つの測定可能なパラメータで劣っています。弾性回復(圧縮後の反発)、泡の安定性ウィンドウ(泡立った塊が固まる前に作業可能な時間)、表面光沢です。
As マシュマロに関するウィキペディアの記事 注記:近代的な菓子が19世紀半ばに開発されて以来、ゼラチンはマシュマロ製造の中心となってきました。そして食品科学者は、3つの性能指標すべてを同時に完全に一致させる植物由来のドロップイン代替品をまだ開発できていません。
マシュマロ製造の将来トレンド(2026年以降)
マシュマロカテゴリーは、業界のほとんどの人が予想していたよりも速く変化しています。3つの力が、原料、加工、製品形態を再構築しています。
最も顕著な構造的変化は 植物由来ゲル化剤の開発です。エンドウ豆タンパク質分離物とメチルセルロースまたはHPMCを組み合わせたものが、ゼラチン代替品として真の可能性を示しており、2026年のパイロットスケール試験では、カラギーナンのみの処方で達成可能な70〜80%と比較して、70〜80%のオーバーランが報告されています。食感はまだゼラチンと全く同じではありませんが、その差は測定可能に縮まっています。
| トレンド | 2026年の状況 | 予想される影響 |
|---|---|---|
| エンドウ豆タンパク質+メチルセルロースゼラチン代替品 | パイロットスケール | ビーガン食感が2〜3年以内にほぼ同等に |
| 精密発酵コラーゲン | 初期商業発売 | 動物性ゼラチンと同一、動物由来でない調達 |
| 低糖処方(エリスリトール+アロース) | 商業用、拡大中 | 30–40% カロリー削減;ラインの改造が必要 |
| 機能性強化(コラーゲンペプチド、アダプトゲン) | プレミアムセグメントの拡大 | 小売価格の引き上げ、健康志向のポジショニング |
| 連続デポジット(澱粉モーグルの代替) | 主流採用 | 低労働コスト、成形品の切り替え速度向上 |
精密発酵コラーゲン
最も技術的に重要な進展は、発酵由来のコラーゲンです — 酵母や微生物工学によって糖源を餌にして生産されるコラーゲンタンパク質で、動物の屠殺を伴いません。初期の商業バッチは、従来の200〜250ブルームの豚ゼラチンと同等のブルーム数のゼラチンを生産しています。生産コストが従来のゼラチンと価格が並ぶ(現在は3〜5倍高い)場合、この技術は菓子、医薬品、フードサービスのセグメントで動物由来ゼラチンを段階的に置き換える可能性があります。
砂糖削減の課題
規制の圧力と消費者の低糖質志向が、メーカーを高強度甘味料や大量糖代替品へと促しています。特にマシュマロでは、ショ糖やコーンシロップが甘味以上の構造的役割を果たしているため、これらをエリスリトールやアロースに置き換えるには、加熱温度(アロースはショ糖より低温でキャラメル化)、気泡化プロトコル、コーティングの組成を再調整する必要があります。市場には製品が登場していますが、ラインの改良には相応の資本投資が必要です。
設備の進化:連続デポジット
従来の成形マシュマロの生産には、澱粉モーグル機械が必要であり、大規模でメンテナンスが大変なシステムで、コーンスターチの取り扱いやリサイクルインフラが必要です。食品グレードのシリコーン型を使用した連続デポジットシステムは、形状の切り替えが迅速になり、清潔な工場運営と澱粉の廃棄量削減を実現しています。高級成形マシュマロ市場をターゲットとするメーカーにとって、この設備の進化は注目に値します。
よくある質問
マシュマロの主な原料は何ですか?
砂糖とコーンシロップが最大の成分であり、マシュマロの総重量の60〜80%を占めます。ゼラチンは量的には少ないですが、機能的には不可欠です。これは、マシュマロを柔らかくふわふわにし、硬いキャンディではなく空気の泡を保持する構造を作り出すものです。
マシュマロは豚肉から作られていますか?
市販の標準的なマシュマロは、豚の皮、結合組織、骨からコラーゲンを加水分解して得られる豚ゼラチンを使用しています。これにより、認証されていない限り、従来のマシュマロはコーシャやハラールではありません。コーシャやハラールのマシュマロは、牛や魚のゼラチンを代替品としています。ヴィーガンマシュマロは、ゼラチンを植物由来のカラギーナンや改良澱粉などのヒドロコロイドに完全に置き換えています。
マシュマロは骨から作られていますか?
ゼラチンは、動物の結合組織から抽出されたコラーゲンを加水分解して作られるため、骨、腱、皮膚を含む動物の結合組織から得られます。したがって、技術的には、従来のマシュマロには一部動物の骨由来のタンパク質が含まれています。コラーゲンはゼラチンに加工され、原料の状態とは異なりますが、その生物学的起源は動物の結合組織です。
マシュマロの白色は何によって与えられるのですか?
マシュマロが白く見えるのは、泡立て時に取り込まれる無数の微細な気泡によるもので、これらの気泡はすべての可視光線を均一に散乱し、海の泡や雲が白く見えるのと同じ光学的メカニズムで不透明な白色を生み出します。かつては酸化チタン(TiO2)がホワイトニング剤として使用されていましたが、EUを含むいくつかの主要市場では食品用途で禁止または制限されています。
ゼラチンなしでマシュマロは作れますか?
はい — ヴィーガンマシュマロはゼラチンの代わりにカラギーナン、寒天、改良タピオカ、エンドウ豆澱粉、またはブレンドを使用します。食感は異なります:ゼラチンを使わないマシュマロはやや硬めで弾力性が低く、温度変化に敏感です。ほとんどの用途(ホットココア、ロースト、焼き菓子のインクルージョン)には適していますが、溶け方や伸びはゼラチンベースの製品とは異なります。
職人製マシュマロと市販マシュマロの違いは何ですか?
市販のマシュマロは高い生産量で連続的に製造され、標準化された原料、厳格な品質管理、一貫した結果を持ちます。職人製マシュマロは少量生産で、通常より高いBLOOMゼラチン、実のバニラビーンズ、特殊なフレーバーを使用し、バッチごとの個性がより豊かです。実用的な違いは味の複雑さと食感のニュアンスです — 職人製品はより密度が高く、リッチで多様です。どちらも栄養的に優れているわけではありません。
マシュマロはどれくらい持ちますか?
密封された市販マシュマロは、砂糖のガラス状マトリックスの水分活性が低いため、6〜12ヶ月持ちます。また、コーンスターチや粉糖のコーティングが湿気のバリアとして働きます。開封した袋は再封し、4〜6週間以内に消費してください。家庭で作ったマシュマロは、精密な湿度管理や工業的コーティングなしでは、通常室温で2〜4週間持ちます。
商業的にマシュマロを製造するために使用される設備は何ですか?
完全な商業用マシュマロラインには、真空調理器(砂糖シロップの調理)、ジャケット付きゼラチン保持タンク、連続エアレーター(ピンミキサーまたはモンドミックスビータ)、押出またはモーグルのデポジットユニット、ワイヤーカッターまたはタンブリングコーター、自動包装装置が含まれます。 FDAの食品製造安全ガイドラインによると、菓子製造機器のすべての食品接触面は適用される材料安全基準を満たす必要があります。マシュマロ製造設備を評価するメーカーにとって、エアレーターと成形ユニットは、製品の品質に最も影響を与える資本決定です。

結論
マシュマロは見た目以上にシンプルな食品です — 砂糖、コーンシロップ、ゼラチン、水、そして空気のポケット — しかし、商業規模で一貫して製造するために必要な正確さは決して簡単ではありません。ゼラチンネットワークが構造の重荷を担い、コーンシロップは時間とともに結晶化を防ぎ、砂糖のマトリックスは硬さと甘さを提供し、水分活性は保存期間を決定します。これらの材料は、正しく実行されると非常に安定しており、食べるのに深い満足感をもたらす泡状の菓子を生み出し、100年以上にわたり商業的に支配的な存在となっています。
食品メーカーや菓子製造機器の操作者にとって、各材料の機能的役割を理解することは学術的なことではなく、調理温度の設定、ゲル化剤の指定、エアレーターの校正、製造欠陥のトラブルシューティングに直接関係します。連続ラインで毎時1,000kgを生産している場合でも、ヴィーガンの改良を評価している場合でも、マシュマロの材料科学はすべての工程の出発点です。マシュマロの原料をより正確に理解すればするほど、ラインから出てくるすべての製品をよりコントロールできるようになります。




