
A honey বিস্কুট উৎপাদন লাইন automates the complete process of mixing, forming, baking, cooling, and packaging honey-flavored biscuits at industrial scale — delivering consistent taste, texture, and output from hundreds to thousands of kilograms per hour.
যেকোনো বড় সুপারমার্কেটে ঢুকলেই আপনি সারি সারি মধু বিস্কুট দেখতে পাবেন — সোনালী, হালকা মিষ্টি, সেই অনন্য অ্যাম্বার গ্লেজসহ। কিন্তু আপনি দেখতে পাবেন না প্রতিটি বিস্কুটের পেছনের নিখুঁত প্রকৌশল। শিল্প পর্যায়ে মধু বিস্কুট উৎপাদন একটি বিজ্ঞান: ওভেনের তাপমাত্রা মাত্র ৫°C ভুল হলে, ডো'র পানির পরিমাণ ২১% ভুল হলে, গঠনের গতি ভুল হলে — পুরো ব্যাচ নষ্ট হয়ে যেতে পারে। এই গাইডে পেশাদার মধু বিস্কুট উৎপাদন লাইনের কাজের পদ্ধতি, সবচেয়ে গুরুত্বপূর্ণ যন্ত্রপাতি এবং আপনার উৎপাদন লক্ষ্যমাত্রার জন্য সঠিক লাইন বাছাই করার উপায় বিস্তারিতভাবে তুলে ধরা হয়েছে।

মধু বিস্কুট উৎপাদন লাইন কী?
একটি মধু বিস্কুট উৎপাদন লাইন হলো সম্পূর্ণ সংযুক্ত খাদ্য প্রক্রিয়াকরণ যন্ত্রপাতির একটি সিরিজ, যা কাঁচামাল — ময়দা, মধু, মাখন, চিনি, ডিম, ফোলানোর উপাদান — থেকে শুরু করে প্রস্তুত, প্যাকেজকৃত মধু বিস্কুটে রূপান্তরিত করে, যেখানে হাতে কাজের পরিমাণ ন্যূনতম।
ছোট ব্যাচের কারিগরি বেকিংয়ের তুলনায়, শিল্প পর্যায়ের উৎপাদন লাইনগুলো নিরবচ্ছিন্নভাবে চলে, প্রায়শই দিনে ১৬–২৪ ঘণ্টা। মূল চ্যালেঞ্জ হলো সংবেদনশীল বৈশিষ্ট্য বজায় রাখা — স্বতন্ত্র মধুর মিষ্টি স্বাদ, খাস্তা শব্দ, সমান সোনালী-বাদামী রং — উচ্চ গতিতে উৎপাদিত প্রতিটি ইউনিটে।
একটি সম্পূর্ণ মধু বিস্কুট লাইনে সাধারণত অন্তর্ভুক্ত থাকে:
- উপাদান ডোজিং ও মিশ্রণ ব্যবস্থা — নিখুঁত ওজন নির্ধারণ ও স্বয়ংক্রিয় ডো প্রস্তুতি
- ডো শিটিং ও গঠন ইউনিট — রোলিং ও কাটিং অথবা রোটারি মোল্ডিং
- টানেল ওভেন — লাইনের মূল অংশ, যেখানে বেকিংয়ের রাসায়নিক বিক্রিয়া ঘটে
- ঠাণ্ডা করার কনভেয়র — প্যাকেজিংয়ের আগে গঠনের স্থিতিশীলতার জন্য বাধ্যতামূলক
- মধু গ্লেজ প্রয়োগ ব্যবস্থা (ঐচ্ছিক হলেও মধু বিস্কুটের জন্য সাধারণ)
- প্যাকেজিং মেশিনে — ফ্লো র্যাপ, ট্রে সিল, অথবা পিলো ব্যাগ ফরম্যাট
প্রতিটি সাব-সিস্টেমকে একসাথে সমন্বিতভাবে চলতে হয়। যেমন, ওভেন থেকে বের হওয়ার পর কনভেয়রের গতি ও কুলিং সেকশনের গতি মেলেনি, তাহলে বিস্কুট স্তূপীকরণ বা ভাঙা — একটি সাধারণ উৎপাদন ক্ষতির পয়েন্ট যা অপারেটররা কম গুরুত্ব দেয়।
হানি বিস্কুট লাইনের মূল কর্মক্ষমতা সূচক
| মেট্রিক | ছোট আকারের লাইন | মাঝারি আকারের লাইন | শিল্প লাইন |
|---|---|---|---|
| আউটপুট ক্ষমতা | ১০০–৩০০ কেজি/ঘণ্টা | ৩০০–৮০০ কেজি/ঘণ্টা | ৮০০–২০০০+ কেজি/ঘণ্টা |
| বিস্কুটের পুরুত্ব সহনশীলতা | ±১.৫ মিমি | ±০.৮ মিমি | ±০.৩ মিমি |
| ওভেন জোন নিয়ন্ত্রণ | ২–৩ জোন | ৪–৫ জোন | ৬–৮ জোন |
| স্বয়ংক্রিয়তা স্তর | আংশিক স্বয়ংক্রিয় | সম্পূর্ণ স্বয়ংক্রিয় | সম্পূর্ণ স্বয়ংক্রিয় + পিএলসি |
| চেঞ্জওভার সময় | ৬০–৯০ মিনিট | ৩০–৪৫ মিনিট | ১৫–২০ মিনিট |
পুরুত্বের সহনশীলতা বেশিরভাগ ক্রেতা যেমন ভাবে তার চেয়ে বেশি গুরুত্বপূর্ণ। ±১.৫ মিমি ভ্যারিয়েন্স হলে খুচরা দোকানের তাকেই দৃশ্যমান অমিল দেখা যায় — এবং বড় খুচরা বিক্রেতাদের কাছ থেকে পণ্য বাতিল হয়। শিল্প কারখানাগুলো ±০.৩ মিমি অর্জন করতে নির্ভুল গ্রাউন্ড শিটিং রোলার ও ক্লোজড-লুপ কন্ট্রোল সিস্টেম ব্যবহার করে।
হানি বিস্কুট মেশিনের ধরনসমূহ
সব হানি বিস্কুট মেশিন এক নয়। ফরম্যাট — ওয়্যার-কাট, রোটারি মোল্ডেড, শিটেড-এন্ড-স্ট্যাম্পড, অথবা ডিপোজিটেড — এগুলোই টেক্সচার, চেহারা ও উপাদান ফর্মুলেশন নির্ধারণ করে।
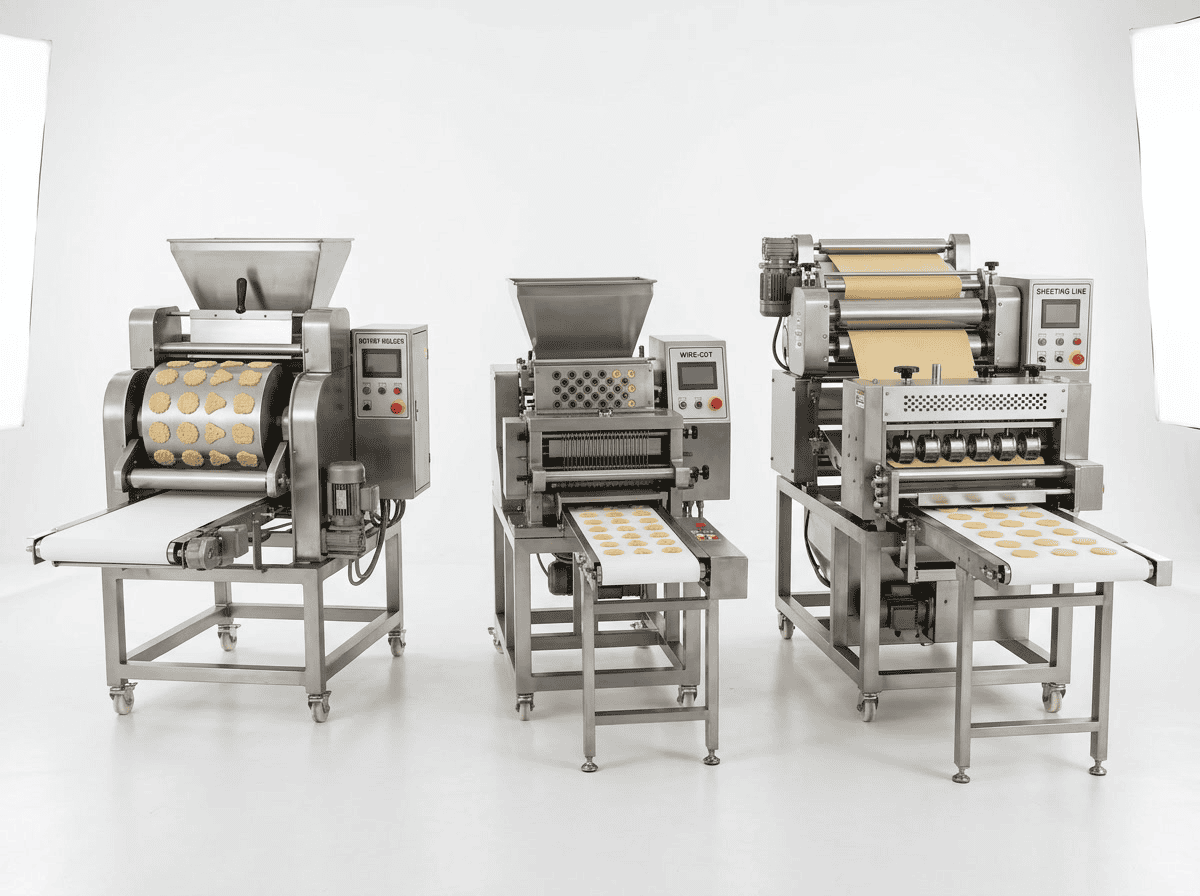
রোটারি মোল্ডার
বাল্ক উৎপাদিত হানি বিস্কুটের জন্য সবচেয়ে প্রচলিত ফরম্যাট। ডো ঘূর্ণায়মান ড্রামের খোদাই করা ধাতব ছাঁচে চাপা হয়, তারপর কনভেয়র বেল্টে ছেড়ে দেওয়া হয়।
সেরা জন্য: সংক্ষিপ্ত, ঘন হানি বিস্কুট যার উপর এমবসড প্যাটার্ন (লোগো, ফুলের ডিজাইন, লেখা) থাকে। উচ্চ ছাঁচের চাপের কারণে স্পষ্ট আকার পাওয়া যায় যা বেকিংয়ের পরও ঠিক থাকে।
সীমাবদ্ধতা: এটি শক্ত ডো (কম পানি, সাধারণত ১৬–২০% আর্দ্রতা) প্রয়োজন। ১৮% এর বেশি হানি কনটেন্ট থাকলে ডো ছাঁচে লেগে যেতে পারে এবং তখন অ্যান্টি-স্টিক কোটিং বা ছাঁচ ছাড়ানোর এজেন্ট দরকার হয়।
ওয়্যার-কাট মেশিন
ওয়্যার-কাট মেশিন ডো ডাই দিয়ে বের করে নির্দিষ্ট সময় পরপর পাতলা তার দিয়ে কাটে। এতে সামান্য অনিয়মিত, “হাতের তৈরি” চেহারা পাওয়া যায় যা প্রিমিয়াম ব্র্যান্ডগুলো ইচ্ছাকৃতভাবে ব্যবহার করে।
সেরা জন্য: কড়া, চিবনো হানি কুকি, খাস্তা বিস্কুট নয়। ওয়্যার-কাট পণ্যে সাধারণত চর্বি ও চিনি বেশি থাকে (যা বেকিংয়ের পর নরম টেক্সচার দেয়)।
সীমাবদ্ধতা: রোটারি মোল্ডিংয়ের তুলনায় মাত্রাগত নিয়ন্ত্রণ কম। পণ্যের স্পেসিফিকেশনে যদি নির্ভুল জ্যামিতি দরকার হয়, ডাউনস্ট্রিম প্যাকেজিং অটোমেশনের জন্য এটি উপযুক্ত নয়।
শিটিং ও স্ট্যাম্পিং লাইন
ডো একাধিক শিটিং রোলার দিয়ে নির্দিষ্ট পুরুত্বে রোল করা হয়, তারপর স্ট্যাম্পিং ডাই দিয়ে কাটা হয়। এটি ঐতিহ্যবাহী বিস্কুট ফরম্যাট — যেমন ক্লাসিক গোল ক্র্যাকার।
সেরা জন্য: পাতলা, খাস্তা হানি বিস্কুট যার কিনারা পরিষ্কার। শিটিং প্রক্রিয়ায় গ্লুটেন স্ট্রাকচার সোজা হয়, যা স্বতন্ত্র “ক্র্যাক” শব্দে অবদান রাখে।
সীমাবদ্ধতা: অফকাট থেকে স্ক্র্যাপ রেট বেশি (সাধারণত বিস্কুটের আকার অনুযায়ী ৫–১২%)। গোল ডাইতে স্ক্র্যাপ সবচেয়ে কম; অনিয়মিত আকারে স্ক্র্যাপ ১৫–২০% পর্যন্ত হতে পারে যদি না স্ক্র্যাপ ডো পুনরায় ব্যবহার ও পুনরায় শিটিং করা হয়।
হানি বিস্কুট মেশিনের ধরনসমূহের তুলনা
| মেশিনের ধরণ | টেক্সচার প্রোফাইল | আকারের নির্ভুলতা | সাধারণ ক্ষমতা | ফর্মুলেশন নমনীয়তা |
|---|---|---|---|---|
| রোটারি মোল্ডার | কড়া, ঘন | উচ্চ (এম্বসড) | ২০০–১৫০০ কেজি/ঘণ্টা | মিডিয়াম |
| ওয়্যার-কাট | নরম, অনিয়মিত | কম | ১০০–৫০০ কেজি/ঘণ্টা | উচ্চ |
| শিটিং + স্ট্যাম্প | কড়া, একরূপ | উচ্চ (পরিষ্কার কাট) | ৩০০–২০০০ কেজি/ঘণ্টা | মাঝারি-উচ্চ |
| ডিপোজিটর | নরম, গম্বুজাকৃতি | নিম্ন-মধ্যম | ৮০–৩০০ কেজি/ঘণ্টা | খুব উচ্চ |
হানি বিস্কুট উৎপাদন যন্ত্রপাতির শিল্পক্ষেত্রের ব্যবহার
হানি বিস্কুট উৎপাদন লাইনগুলি অধিকাংশ মানুষের ধারণার চেয়ে আরও বিস্তৃত শিল্পে ব্যবহৃত হয়। শেষ ব্যবহারকারীর প্রয়োগ বোঝা যন্ত্রপাতি ক্রেতা ও পণ্য উন্নয়নকারীদের আরও ভালো স্পেসিফিকেশন সিদ্ধান্ত নিতে সাহায্য করে।
রিটেইল এফএমসিজি উৎপাদন
বড় পরিসরের ভোক্তা পণ্য প্রস্তুতকারকরা সুপারমার্কেটের নিজস্ব ব্র্যান্ড ও ব্র্যান্ডেড পণ্যের জন্য হানি বিস্কুট তৈরি করেন। এখানে চাহিদা কঠোর: ওজনের ধারাবাহিকতা (১০০ গ্রাম প্যাকের জন্য ±২ গ্রাম সহনশীলতা সাধারণ), বিদেশী বস্তু দূষণ শূন্য (ইনলাইন মেটাল ডিটেকশন ও এক্স-রে সিস্টেম স্ট্যান্ডার্ড), এবং বহু-পণ্য সুবিধার জন্য অ্যালার্জেন ব্যবস্থাপনা।
এই সেগমেন্টে একটি একক SKU-এর জন্য আউটপুট চাহিদা সাধারণত ৮০০–২০০০ কেজি/ঘণ্টা গতিতে লাইন চালানোর যৌক্তিকতা দেয়। ডাউনটাইম খরচ বেশি — ১২০০ কেজি/ঘণ্টা লাইনে বিস্কুট উৎপাদনে এক ঘণ্টা বন্ধ থাকলে ১TP4T২.৫০/কেজি দরে ১TP4T৩,০০০ টাকার উৎপাদন ক্ষতি হয়।
ব্যক্তিগত লেবেল এবং চুক্তি উৎপাদন
মাঝারি স্তরের কন্ট্রাক্ট ম্যানুফ্যাকচারাররা একাধিক ব্র্যান্ডের জন্য একসাথে মধু বিস্কুট সরবরাহ করে। এই কার্যক্রমে দ্রুত পরিবর্তন (৩০ মিনিটের কম সময়ে পণ্য ফরম্যাট পরিবর্তন) এবং নমনীয় প্যাকেজিং দরকার — একই বিস্কুট শরীর বিভিন্ন গ্রাহকের জন্য একাধিক ফরম্যাটে প্যাক করা যেতে পারে।
৪০০–৬০০ কেজি/ঘণ্টা গতির মাঝারি স্কেলের লাইন, দ্রুত পরিবর্তনযোগ্য ফরমিং হেড এবং PLC-নিয়ন্ত্রিত ওভেন প্রোফাইল এখানে সাধারণত ব্যবহৃত হয়।
রপ্তানি ও বিশেষ বাজার
বিশেষ নিয়ন্ত্রক মানসম্পন্ন বাজারে (ইইউ, বাংলাদেশ, জাপান) রপ্তানির জন্য মধু বিস্কুটের ডকুমেন্টেশন ট্রেইল প্রয়োজন, যা সম্পূর্ণ স্বয়ংক্রিয় লাইনসমূহ উৎপাদন ডেটা লগিংয়ের মাধ্যমে সরবরাহ করে। কিছু বিশেষ মধু বিস্কুট — যেমন বাকউইট মধু, মানুকা মধু, কাঁচা মধুর বিভিন্নতা — উচ্চতর মধুর ঘনত্ব (ময়দার ওজনের ২০–৩০%) ব্যবহার করে, যা পরিবর্তিত বেকিং প্রোফাইল এবং কখনও কখনও নিম্ন-তাপমাত্রার টানেল ওভেনের প্রয়োজন হয়, যাতে তাপ-সংবেদনশীল মধুর যৌগগুলো রক্ষা পায়।
অনুযায়ী জাতিসংঘের খাদ্য ও কৃষি সংস্থা, বৈশ্বিক বিস্কুট ও কুকিজের ভোগ বৃদ্ধি পেয়েছে প্রতি বছর গড়ে প্রায় ৩.৫% হারে, যা এশিয়া-প্যাসিফিক বাজার দ্বারা চালিত — এটি দেখায় কেন আধুনিক উৎপাদন যন্ত্রপাতি দক্ষভাবে স্কেল করা জরুরি।
ফুডসার্ভিস ও প্রাতিষ্ঠানিক সরবরাহ
হোটেল, এয়ারলাইন্স এবং প্রাতিষ্ঠানিক ক্যাটারিংয়ের জন্য মধু বিস্কুটের প্রয়োজন হয় বাল্ক, অ-রিটেইল ফরম্যাটে। এই লাইনগুলো সাধারণত সহজ প্যাকেজিং (পলি-ব্যাগ, পিলো প্যাক নয়) ব্যবহার করে, তবে অংশ ব্যবস্থাপনার জন্য কঠোর ওজন নিয়ন্ত্রণ প্রয়োজন।
সঠিক মধু বিস্কুট উৎপাদন লাইন কীভাবে নির্বাচন করবেন
মধু বিস্কুট উৎপাদন লাইন নির্বাচন করা শুধুমাত্র একটি পণ্যের ক্যাটালগের বিষয় নয় — এটি একটি প্রকৌশল মূল্যায়ন। সবচেয়ে ব্যয়বহুল ভুলগুলো ঘটে যখন ক্রেতারা কাগজে ধারণক্ষমতা মেলান, কিন্তু ডাউনস্ট্রিম বটলনেক মিস করেন।

ধাপ ১: আপনার আউটপুট চাহিদা নির্ধারণ করুন — তারপর ২৫% যোগ করুন
আপনার সর্বোচ্চ দৈনিক আউটপুট চাহিদা হিসাব করুন, তারপর ২৫% বাফার যোগ করুন। একটি লাইন ১০০% ধারণক্ষমতায় চললে, একটি ব্রেকডাউনে ডেলিভারি মিস হতে পারে। যদি আপনার সর্বোচ্চ চাহিদা ৫০০ কেজি/ঘণ্টা হয়, তাহলে ৬২৫ কেজি/ঘণ্টা লাইন নির্ধারণ করুন।
ঋতুভিত্তিক চাহিদা বিবেচনা করুন: মধু বিস্কুটের চাহিদা সাধারণত চতুর্থ প্রান্তিকে (ছুটির উপহার) ৩০–৫০% বেড়ে যায়। গড় চাহিদার জন্য নির্ধারিত লাইন ঠিক তখনই বটলনেক হবে, যখন মুনাফা সর্বোচ্চ।
ধাপ ২: ওভেন জোন কন্ট্রোল মূল্যায়ন করুন — শুধুমাত্র মোট দৈর্ঘ্য নয়
ওভেনের দৈর্ঘ্য একটি সাধারণ বিক্রয় পয়েন্ট, যা আসল গুরুত্বপূর্ণ বিষয়টি আড়াল করে: স্বাধীন জোন তাপমাত্রা নিয়ন্ত্রণ. মধু বিস্কুট সংবেদনশীল কারণ মধুর প্রাকৃতিক চিনি (প্রধানত ফ্রুক্টোজ, যা সুক্রোজের চেয়ে কম তাপমাত্রায় ক্যারামেলাইজ হয়) চূড়ান্ত বেকিং জোনে দ্রুত অতিরিক্ত বাদামী রঙের কারণ হতে পারে।
৬-জোন ওভেনে পৃথক উপরের/নিচের নিয়ন্ত্রণ থাকলে বেকার ১–৪ নম্বর জোনে তাপ বাড়াতে পারে মূল বেকিংয়ের জন্য, তারপর ৫–৬ নম্বর জোনে উপরের তাপ কমিয়ে সোনালী রঙ অর্জন করতে পারে, তেতো ক্যারামেলাইজেশন ছাড়াই। ৩-জোন ওভেনে নিয়ন্ত্রণ অনেক কম — সাধারণ ওয়াটার ক্র্যাকার্সের জন্য ঠিক আছে, কিন্তু মধু সমৃদ্ধ ডোয়ের জন্য সমস্যা হতে পারে।
ধাপ ৩: উচ্চ-চিনি ফর্মুলার জন্য ডো হ্যান্ডলিং মূল্যায়ন করুন
উচ্চ-মধু ও উচ্চ-চিনি ডো আঠালো এবং তাপমাত্রা সংবেদনশীল। মিক্সার বাউলের তাপমাত্রা ২৪°C এর উপরে গেলে, মধুর ডো গঠন হারাতে পারে এবং শিটিং বা মোল্ডিংয়ের জন্য অযোগ্য হয়ে যেতে পারে। নির্দিষ্ট করুন:
- ঠান্ডা মিক্সিং বাউল (ওয়াটার কুলিং জ্যাকেটেড) যদি আপনার ফ্যাসিলিটিতে ২২°C এর বেশি পরিবেশ থাকে
- শিটিংয়ের আগে তাপমাত্রা নিয়ন্ত্রিত পরিবেশসহ ডো রেস্ট কনভেয়র
- শিটিং রোলারগুলিতে অ্যান্টি-স্টিক রোলার কোটিং (সিলিকন বা পিটিএফই)
অনেক ক্রেতা গ্রীষ্মকালে উৎপাদনের সময় এটি কঠিনভাবে শিখেন। বাস্তবে, মিক্সিং জোনে কুলিং ছাড়া সুবিধাগুলো গরম মৌসুমে ১৫–২০% বেশি ব্যাচ হারায়।
ধাপ ৪: পরিষ্কার ও অ্যালার্জেন ব্যবস্থাপনা প্রোটোকল যাচাই করুন
মধুতে এমন কিছু প্রোটিন থাকে যা বিভিন্ন নিয়ন্ত্রক কাঠামোতে (ইইউ ডাইরেক্টিভ ২০০৩/৮৯/ইসি) অ্যালার্জেন হিসেবে শ্রেণিবদ্ধ। আপনার লাইন যদি একই স্থাপনায় মধু ছাড়া অন্য পণ্য উৎপাদন করে, তাহলে ক্রস-কন্টামিনেশন ব্যবস্থাপনা অত্যন্ত গুরুত্বপূর্ণ হয়ে ওঠে।
মূল্যায়ন করুন লাইনটি কি সমর্থন করে:
- ভেজা পরিষ্কার (সিআইপি/ডাব্লিউআইপি সিস্টেম) মধুর অবশিষ্টাংশ দূর করার জন্য — শুকনো পরিষ্কার মধুর আঠালো অবশিষ্টাংশের জন্য যথেষ্ট নয়
- অপসারণযোগ্য সংস্পর্শ অংশ (ফর্মিং রোলার, কনভেয়র বেল্ট) যা নির্দিষ্ট ওয়াশ স্টেশনে স্যানিটাইজ করা যায়
- চেঞ্জওভার ডকুমেন্টেশন বিআরসি বা আইএফএস খাদ্য নিরাপত্তা মানের সাথে সামঞ্জস্যপূর্ণ
ধাপ ৫: আপনার প্রকৃত ফর্মুলেশন দিয়ে ফ্যাক্টরি অ্যাকসেপ্টেন্স টেস্ট (FAT) অনুরোধ করুন
কখনোই প্রস্তুতকারকের স্ট্যান্ডার্ড ডেমো বিস্কুটের উপর ভিত্তি করে উৎপাদন লাইন গ্রহণ করবেন না। ফর্মুলেশন অত্যন্ত গুরুত্বপূর্ণ। আপনার নিজস্ব রেসিপি ব্যবহার করে ফ্যাক্টরি অ্যাকসেপ্টেন্স টেস্ট (FAT) অনুরোধ করুন — আপনার ময়দার প্রোটিন কন্টেন্ট, আপনার মধুর ধরন, আপনার নির্ধারিত বেকিং সময়।
একজন সম্মানিত প্রস্তুতকারক FAT ট্রায়াল পরিচালনা করবে এবং ডকুমেন্টেড টেস্ট রিপোর্ট প্রদান করবে, যার মধ্যে থাকবে: বিস্কুটের ওজনের তারতম্য, রঙ L a b* পরিমাপ, বেকিং পরবর্তী আর্দ্রতা কন্টেন্ট, এবং টেক্সচার বিশ্লেষণ (কঠোরতা, ভাঙ্গনযোগ্যতা)।
মধু বিস্কুট লাইন নির্বাচন চেকলিস্ট
| মূল্যায়ন ফ্যাক্টর | জিজ্ঞাসা করার জন্য প্রশ্নসমূহ | লাল পতাকা |
|---|---|---|
| ওভেন জোন নিয়ন্ত্রণ | কতটি স্বতন্ত্র জোন আছে? উপরের/নিচের আলাদা? | “৩টি জোন” কিন্তু উপরের/নিচের আলাদা নয় |
| ডো হ্যান্ডলিং | স্থিতিশীল পরিচালনার জন্য সর্বোচ্চ পরিবেশের তাপমাত্রা কত? | কোনও ঠান্ডা করার অপশন উল্লেখ নেই |
| পরিষ্কারের ব্যবস্থা | CIP/WIP উপযোগী? স্যানিটেশনের জন্য খুলে নেওয়া যায় এমন অংশ আছে? | শুধুমাত্র ‘ম্যানুয়াল ওয়াশডাউন’ মধুর অবশিষ্টাংশের জন্য |
| FAT প্রক্রিয়া | আপনারা কি FAT-এ আমাদের ফর্মুলেশন চালাবেন? | ‘আমরা শুধুমাত্র স্ট্যান্ডার্ড ডেমো বিস্কুট ব্যবহার করি’ |
| বিক্রয়োত্তর সহায়তা | স্থানীয় সার্ভিস ইঞ্জিনিয়ার আছে? পার্টস আসতে কত সময় লাগে? | আপনার অঞ্চলে কোনো সার্ভিস উপস্থিতি নেই |
| ক্ষমতার বাফার | সর্বোচ্চ রেটেড ও স্থায়ী আউটপুট কত? | শুধুমাত্র ‘পিক’ সংখ্যা দেওয়া হয়েছে, স্থায়ী নয় |
মধু বিস্কুট উৎপাদন প্রযুক্তিতে ভবিষ্যৎ প্রবণতা (২০২৬+)
মধু বিস্কুট যন্ত্রপাতি খাত তার ইতিহাসে সবচেয়ে দ্রুত পরিবর্তিত হচ্ছে। তিনটি শক্তি যন্ত্রপাতির নকশা পরিবর্তন করছে: জ্বালানির খরচ, উপাদান ট্রেসেবিলিটি এবং অটোমেশন গভীরতা।
এআই-চালিত প্রক্রিয়া নিয়ন্ত্রণ
আধুনিক টানেল ওভেনে এখন মেশিন ভিশন সিস্টেম যুক্ত হচ্ছে, যা রিয়েল টাইমে বিস্কুটের রং পড়ে এবং স্বয়ংক্রিয়ভাবে ওভেন জোনের তাপমাত্রা সামঞ্জস্য করে, যাতে মধুর চিনি বা পরিবেশের আর্দ্রতার তারতম্য পূরণ হয়। পাইলট স্কেলে প্রাথমিক ইনস্টলেশনে দেখা গেছে, অপারেটর হস্তক্ষেপ ছাড়াই রঙের রিজেক্ট ৬০–৮০% কমে গেছে।
এই সিস্টেমগুলো ওভেনের নির্গমনস্থলে স্থাপিত নিকট-ইনফ্রারেড (NIR) সেন্সর ব্যবহার করে একসাথে আর্দ্রতা ও পৃষ্ঠের রঙ পরিমাপ করে — যা পূর্বে ল্যাব পরীক্ষার মাধ্যমে ৩০ মিনিট দেরিতে জানা যেত। রিয়েল-টাইম ক্লোজড-লুপ কন্ট্রোলের মানে হচ্ছে ওভেন ব্যাচ অনুযায়ী নিজেকে সামঞ্জস্য করে, উল্টোটা নয়।
শক্তি পুনরুদ্ধার ও টেকসইতা
টানেল ওভেন খাদ্য উৎপাদনে সর্বোচ্চ শক্তি ব্যবহারকারীদের মধ্যে অন্যতম — ৬০০ কেজি/ঘণ্টা হানি বিস্কুট লাইনের জন্য ৪০ মিটার টানেল ওভেন সাধারণত ২০০–৩০০ কিলোওয়াট শক্তি ব্যবহার করে। স্ট্যাটিস্টার শিল্প শক্তি ব্যবহারের তথ্য, খাদ্য প্রক্রিয়াকরণ বৈশ্বিক শিল্প শক্তি ব্যবহারের আনুমানিক ৬১ শতাংশের জন্য দায়ী।
নতুন যন্ত্রপাতির ডিজাইনগুলোতে হিট রিকভারি সিস্টেম সংযুক্ত থাকে, যা ওভেনের ভেন্ট থেকে নির্গত তাপ সংগ্রহ করে ইনলেট এয়ার কন্ডিশনিং বা ফ্যাসিলিটি হিটিং-এ পুনরায় ব্যবহার করে — ভালোভাবে বাস্তবায়িত ইনস্টলেশনে নেট শক্তি ব্যবহার ১৫–২৫ শতাংশ পর্যন্ত কমিয়ে দেয়। কিছু প্রস্তুতকারক এখন রিকুপারেটিভ বার্নারসহ ডাইরেক্ট-ফায়ার্ড গ্যাস ওভেন অফার করছে, যা প্রচলিত ডিজাইনের তুলনায় ২৫–৩০ শতাংশ বেশি তাপ দক্ষতা অর্জন করে।
ক্লিন-লেবেল ও ফাংশনাল হানি বিস্কুট লাইন
ক্লিন-লেবেল পণ্যের (কৃত্রিম উপাদান ও সংরক্ষকবিহীন) ভোক্তা চাহিদা পুনর্গঠনকে ত্বরান্বিত করছে, আর পুনর্গঠন যন্ত্রপাতির পরিবর্তন ডেকে আনে। উচ্চ-হানি ফর্মুলেশন (ময়দার ওজনের ৩০ শতাংশ বা তার বেশি হানি) যা পরিশোধিত চিনি কমায় বা বাদ দেয়, সেক্ষেত্রে কম বেকিং তাপমাত্রা ও বেশি সময় প্রয়োজন — ফলে ওভেনের মোট দৈর্ঘ্য বাড়াতে হয় এবং কনভেয়র স্পিড কমাতে হয়।
কিছু প্রস্তুতকারক এখন মডুলার ওভেন এক্সটেনশন অফার করছে — অতিরিক্ত অংশ যা সম্পূর্ণ ওভেন কাঠামো বদলানো ছাড়াই বিদ্যমান লাইনের দৈর্ঘ্য বাড়ায় — বিশেষভাবে ক্লিন-লেবেল বেকিং ট্রেন্ডের জন্য মূলধনী পরিবর্তন ছাড়াই।
ডিজিটালাইজেশন ও ট্রেসেবিলিটি
উপাদান ট্রেসেবিলিটির জন্য নিয়ন্ত্রক চাহিদা (ইইউ ফার্ম টু ফর্ক স্ট্র্যাটেজি, বাংলাদেশ ফুড সেফটি মডার্নাইজেশন অ্যাক্ট) যন্ত্রপাতি প্রস্তুতকারকদেরকে উৎপাদন ডেটা লগিংকে ঐচ্ছিক নয়, বরং স্ট্যান্ডার্ড ফিচার হিসেবে সংযুক্ত করতে বাধ্য করছে। আধুনিক লাইনগুলো ব্যাচ প্যারামিটার — ওভেন তাপমাত্রা, কনভেয়র স্পিড, ওজন পরিমাপ, মেটাল ডিটেক্টর অ্যালার্ট — এমন ফরম্যাটে রেকর্ড করে যা ইআরপি ও কিউএ সিস্টেমে এক্সপোর্ট করা যায়।
বিশেষভাবে হানির জন্য, ব্যাচ ট্রেসেবিলিটি এখন মৌচাক বা এপিয়ারির উৎস পর্যন্ত চাওয়া হচ্ছে প্রিমিয়াম ক্রেতা ও কিছু খুচরা চেইনের দ্বারা, যার জন্য উৎপাদন লাইনের ব্যাচ ম্যানেজমেন্ট সিস্টেমকে কাঁচামাল ট্র্যাকিং ডাটাবেসের সাথে সংযুক্ত থাকতে হয়।
প্রশ্নোত্তর: হানি বিস্কুট উৎপাদন লাইন
হানি বিস্কুট উৎপাদন লাইনের জন্য আমার কত আউটপুট ক্যাপাসিটি দরকার?
আপনার বার্ষিক সর্বোচ্চ চাহিদা উৎপাদন ঘণ্টা (সাধারণত দুই শিফটে ৫,৫০০–৬,৫০০ ঘণ্টা/বছর) দিয়ে ভাগ করুন, তারপর ২৫ শতাংশ ক্যাপাসিটি বাফার যোগ করুন। ৩,০০০ টন/বছর লক্ষ্য থাকলে সাধারণত ৫৫০–৬০০ কেজি/ঘণ্টা ধারাবাহিক আউটপুটের লাইন দরকার হয়। আন্ডারসাইজিং সবচেয়ে সাধারণ এবং সবচেয়ে ব্যয়বহুল ক্যাপাসিটি পরিকল্পনার ভুল।
একটি শিল্প হানি বিস্কুট উৎপাদন লাইনের দাম কত?
একটি সম্পূর্ণ লাইন ছোট থেকে মাঝারি স্কেলের সেমি-অটোমেটিক সেটআপের (১০০–৪০০ কেজি/ঘণ্টা) জন্য আনুমানিক ১,৫০,০০০–২,৫০,০০০ মার্কিন ডলার এবং সম্পূর্ণ স্বয়ংক্রিয় শিল্প লাইনের (৮০০–২০০০ কেজি/ঘণ্টা) জন্য ৪,০০,০০০–১২,০০,০০০+ মার্কিন ডলার পর্যন্ত হতে পারে। এই বিস্তৃত পরিসর নির্ভর করে ওভেনের দৈর্ঘ্য, অটোমেশন স্তর, প্যাকেজিং ফরম্যাট ও ব্র্যান্ডের ওপর। ইনস্টলেশন, কমিশনিং ও অপারেটর প্রশিক্ষণ হিসেব করুন — সাধারণত যন্ত্রপাতির মূল্যের ১০–১৫ শতাংশ।
হানি বিস্কুট ও হানি কুকি উৎপাদন লাইনের মধ্যে পার্থক্য কী?
প্রযুক্তিগতভাবে, বিস্কুট (যুক্তরাজ্য/অস্ট্রেলিয়া পরিভাষা) বা ক্র্যাকার কম চর্বি ও কম চিনি যুক্ত ডো ব্যবহার করে, যা শিটেড বা রোটারি-মোল্ডেড হয় এবং খাস্তা, কড়মড়ে টেক্সচার পায়। কুকি (বাংলাদেশ পরিভাষা) বা সফট বিস্কুট বেশি চর্বি ও চিনি যুক্ত ডো (প্রায়ই ওয়্যার-কাট বা ডিপোজিটেড) ব্যবহার করে এবং নরম, চিবনো টেক্সচার পায়। মূল যন্ত্রপাতির পার্থক্য গঠনের পদ্ধতিতে: বিস্কুটের জন্য রোটারি মোল্ডার বা শিটিং লাইন; কুকির জন্য ওয়্যার-কাট বা ডিপোজিটিং মেশিন। কিছু লাইন উভয় ফরম্যাট তৈরির জন্য পরিবর্তনযোগ্য ফর্মিং হেড অফার করে।
একটি মধু বিস্কুট উৎপাদন লাইনের স্থায়িত্ব কতদিন?
ভালভাবে রক্ষণাবেক্ষণ করা একজন স্বনামধন্য নির্মাতার শিল্প বিস্কুট লাইন সাধারণত কাঠামোগত উপাদানগুলোর (ওভেন বডি, কনভেয়র ফ্রেম) জন্য ১৫–২৫ বছরের সেবা জীবন থাকে। উচ্চ-পর্যায়ে ক্ষয়প্রাপ্ত অংশ — ফর্মিং মোল্ড, কনভেয়র বেল্ট, শিটিং রোলার — উৎপাদন ক্ষমতার উপর নির্ভর করে প্রতি ২–৫ বছর পরপর পরিবর্তন করতে হয়। পরিকল্পিত রক্ষণাবেক্ষণ প্রোগ্রাম, যা ক্ষয়প্রাপ্ত অংশগুলোকে প্রতিক্রিয়াশীলভাবে নয়, বরং পূর্বাভাসভিত্তিকভাবে পরিবর্তন করে, লাইনের আয়ুষ্কালে অনাকাঙ্ক্ষিত ডাউনটাইম ৪০–৬০% পর্যন্ত কমিয়ে দেয়।
হানি বিস্কুট উৎপাদনে সবচেয়ে সাধারণ গুণগত সমস্যাগুলো কী কী?
সবচেয়ে বেশি দেখা যায় এমন পাঁচটি সমস্যা হলো: (১) অসমান বাদামী রং — সাধারণত ওভেন জোন ক্যালিব্রেশন বা ডো'র পুরুত্বে তারতম্য; (২) ঠান্ডা হওয়ার পর ফাটল — খুব দ্রুত ঠান্ডা করা বা অতিরিক্ত বেকিংয়ের ফলে আর্দ্রতা ২১% এর নিচে নেমে যাওয়া; (৩) ছাঁচে লেগে যাওয়া — অতিরিক্ত মধুর পরিমাণ বা ছাঁচের তাপমাত্রা বেশি; (৪) ওজনের তারতম্য — শিটিং রোলার ক্ষয় বা ডো'র অনিয়মিত ফিড; (৫) তেতো আফটারটেস্ট — ওভেনের উচ্চ তাপমাত্রার ফাইনাল জোনে মধু ক্যারামেলাইজেশন। প্রতিটির জন্য নির্দিষ্ট ইঞ্জিনিয়ারিং সমাধান রয়েছে।
একটি হানি বিস্কুট লাইন কি একাধিক ফ্লেভার বা ভ্যারিয়েন্ট পরিচালনা করতে পারে?
হ্যাঁ, তবে চেঞ্জওভার সময়ই সীমাবদ্ধতা। আধুনিক লাইনে দ্রুত রিলিজ ফর্মিং হেড ও পিএলসি-তে সংরক্ষিত ওভেন প্রোফাইল থাকলে, যেমন প্লেইন হানি, হানি-তিল, ও হানি-ওট বিস্কুটের মধ্যে ফর্মিং সেকশনে ২০–৪০ মিনিটে পরিবর্তন করা যায়। সবচেয়ে জটিল সীমাবদ্ধতা হলো অ্যালার্জেন চেঞ্জওভার — যদি এক ভ্যারিয়েন্টে বাদাম থাকে আর অন্যটিতে না থাকে, তাহলে ভ্যারিয়েন্ট পরিবর্তনের মাঝে সম্পূর্ণ সিআইপি ওয়েট ক্লিনিং করতে হয়, এতে চেঞ্জওভার সময়ে ২–৪ ঘণ্টা যোগ হয়।
একটি হানি বিস্কুট মেশিন প্রস্তুতকারকের ক্ষেত্রে কোন কোন সার্টিফিকেশন দেখা উচিত?
ন্যূনতম: ISO 9001 কোয়ালিটি ম্যানেজমেন্ট সার্টিফিকেশন, সিই মার্কিং (বাংলাদেশে বিক্রয়ের জন্য), এবং সব প্রোডাক্ট-কন্টাক্ট কম্পোনেন্টের জন্য ফুড-গ্রেড ম্যাটেরিয়াল সার্টিফিকেশন (সাধারণত স্টেইনলেস স্টিল ৩০৪ বা ৩১৬, বেল্ট ও সিলের জন্য FDA-অনুমোদিত পলিমার)। যেসব প্রস্তুতকারক বাংলাদেশ ফুড প্রিপারেশন ইকুইপমেন্ট ইন্ডাস্ট্রি অ্যাসোসিয়েশন বা সমমানের জাতীয় সংস্থার সদস্য, তারা সাধারণত উচ্চতর মান বজায় রাখে এবং টেকনিক্যাল স্ট্যান্ডার্ড আপডেটের সুযোগ পায়।

উপসংহার
হানি বিস্কুট উৎপাদন হলো যেখানে খাদ্যবিজ্ঞান, যান্ত্রিক প্রকৌশল ও প্রক্রিয়া নিয়ন্ত্রণ একত্রিত হয়। আপনি দোকানের শেলফে যে বিস্কুট দেখেন, সেগুলো উৎপাদনের মেশিনগুলো ডো হ্যান্ডলিং, তাপ স্থানান্তর ও অটোমেশনে কয়েক দশকের পরিশীলনের ফল — এবং প্রযুক্তি দ্রুতই এআই-নিয়ন্ত্রিত কন্ট্রোল, শক্তি পুনরুদ্ধার ও সম্পূর্ণ ব্যাচ ট্রেসেবিলিটির দিকে এগিয়ে যাচ্ছে।
আপনি প্রথম উৎপাদন লাইন মূল্যায়ন করছেন বা বিদ্যমান যন্ত্রপাতি আপগ্রেড করছেন, মূলনীতি একই: আপনার প্রকৃত আউটপুট চাহিদা (হেডরুমসহ) নির্ধারণ করুন, ওভেন কন্ট্রোলের গভীরতা শুধু দৈর্ঘ্য নয় সেটাও নির্দিষ্ট করুন, আসল লাইনে আপনার ফর্মুলেশন কাজ করে কিনা যাচাই করুন, এবং আপনার অ্যালার্জেন ব্যবস্থাপনা দায়িত্বের সাথে মিল রেখে ক্লিনিং সিস্টেমে বিনিয়োগ করুন।
সঠিক হানি বিস্কুট উৎপাদন লাইন মানে আজকের চাহিদা মেটানো সবচেয়ে সস্তা অপশন নয় — বরং এমন অপশন, যা আগামীকালের প্রবৃদ্ধি, আগামী মৌসুমের সর্বোচ্চ চাহিদা ও আগামী বছরের নতুন পণ্যের ভ্যারিয়েন্ট সামলাতে পারবে, ক্যাপিটাল রিপ্লেসমেন্ট ছাড়াই। শুরুতেই সঠিক স্পেসিফিকেশন নিন, তাহলে প্রাথমিক বিনিয়োগ ফেরত আসার অনেক পরও লাইনটি লাভজনক বিস্কুট উৎপাদন করবে।
হানি বিস্কুট উৎপাদন লাইন বা বিস্কুট মেশিন সরবরাহকারী খুঁজছেন? আমাদের বিস্কুট মেশিন পণ্যের পরিসর দেখুন সম্পূর্ণ উৎপাদন লাইন কনফিগারেশন, ক্যাপাসিটি স্পেসিফিকেশন ও টেকনিক্যাল পরামর্শের জন্য।
সম্পর্কিত প্রবন্ধসমূহ
- আপনার উৎপাদন চাহিদার জন্য সেরা সম্পূর্ণ বিস্কুট উৎপাদন লাইন
- আমেরিকান বিস্কুট: ইতিহাস, ধরণ, এবং শিল্প উৎপাদন গাইড
- আধুনিক বিস্কুট উৎপাদন লাইন: কারখানাগুলি কিভাবে প্রতিদিন লাখ লাখ বিস্কুট তৈরি করে
- চীনে ক্যান্ডি উৎপাদন লাইন – উচ্চ দক্ষতা ও মানের উৎপাদন
- গামি ক্যান্ডি উৎপাদন লাইন
- খাদ্য প্যাকেজিং মেশিন
- স্কিটলস উৎপাদন প্রক্রিয়া: কারখানার ভিতরে




